Máquina de inserción de pines para llenado y sellado de baterías prismáticas de laboratorio con helio
1. Descripción general del equipo
Descripción de la función
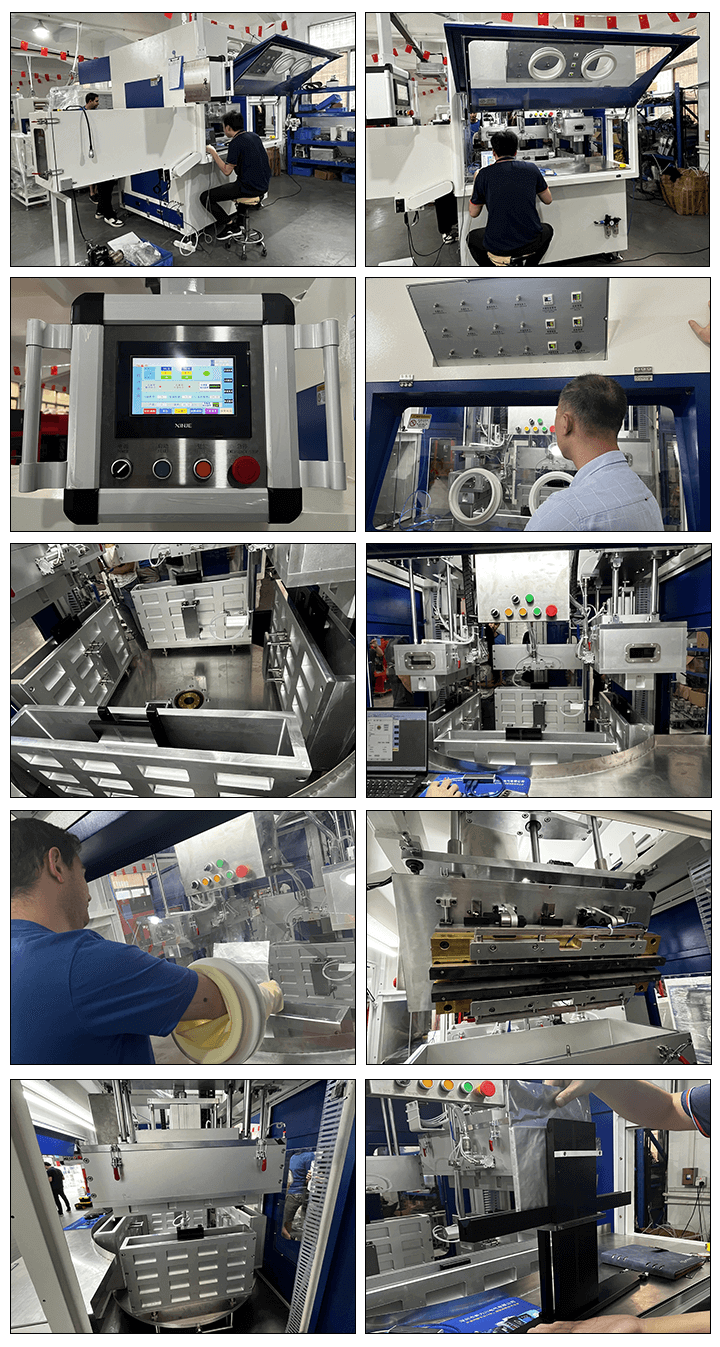
Esta máquina es un dispositivo de llenado de helio e inserción de pasadores de sellado que utiliza un mecanismo de bombeo de presión negativa, un mecanismo de llenado de helio, un mecanismo neumático de prensado de clavos y un mecanismo de asiento de molde para posicionamiento de celdas. Se alimenta manualmente con baterías, clavos de pegamento preprensados, se aspira, se devuelve el helio y los clavos de pegamento completamente prensados, y luego se inspecciona visualmente para verificar el corte manual.
Alinee manualmente el orificio de la celda de la batería con la aguja superior e instálela en el dispositivo para su posicionamiento. Introduzca el dispositivo con la batería en la estación de inyección de líquido para su posicionamiento. El pedal se plegará para inyectar el líquido automáticamente. Una vez completada la inyección, el dispositivo cambiará automáticamente al modo de absorción estática por vacío (el modo de absorción estática por vacío permite ajustar el tiempo, la presión de vacío y la frecuencia de absorción). Una vez completada la absorción estática, el dispositivo de la batería se extraerá automáticamente y la batería se extraerá manualmente.
2.1 Flujo de trabajo
1. Descripción general del flujo de trabajo
Inserción manual de baterías - sujeción y posicionamiento de los accesorios - mecanismo de sellado para orificios de inyección para presión descendente - bombeo de vacío y mantenimiento de presión - carga de helio - clavos de pegamento de presión neumática - restablecimiento del mecanismo de medición, aflojamiento de los accesorios - extracción de la batería (los clavos de pegamento de sellado están prefabricados en el orificio de inyección)
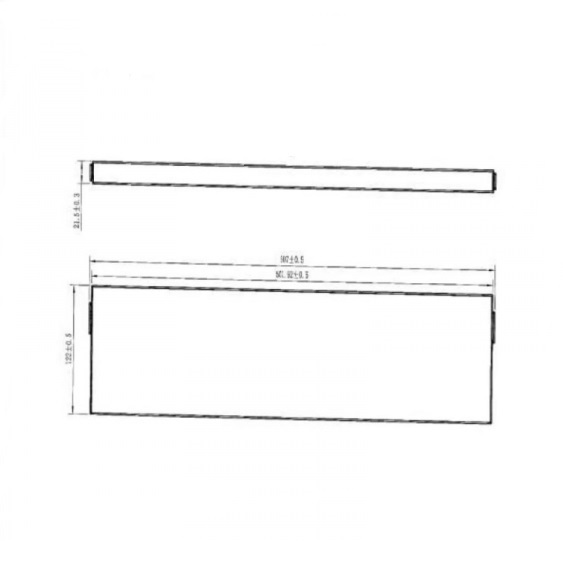
2. Información del plano del producto
3.1 Información sobre el material entrante del producto
No | Altura (mm) | Espesor (mm) | Ancho (mm) |
1 | 200~650 | 10 ~40 | 70 ~130 |
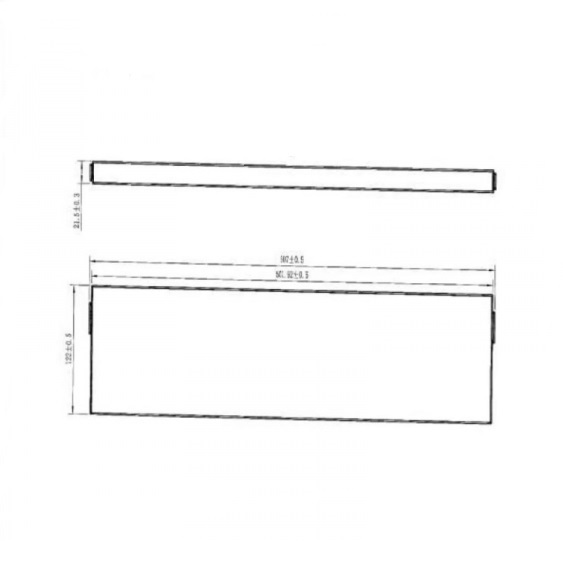
3.2 Información del plano
No | Altura (mm) | Espesor (mm) | Ancho (mm) |
1 | 501,92 ± 0,3 | 21,5 ± 0,3 | 122 ± 0,5 |
4.1 Requisitos del equipo
No | Artículo | Parámetros técnicos | Nota |
1 | Tamaño | Largo 800 mm x Ancho 600 mm x Alto 1750 mm | / |
2 | Peso | 1 tonelada | / |
3 | Tamaño máximo de un solo embalaje | Largo 800 mm x Ancho 600 mm x Alto 1750 mm | / |
4 | Peso máximo de un solo embalaje | 1 tonelada | / |
5 | Capacidad de carga del canal de transporte | 1 tonelada/m² | / |
6 | Consumo de electricidad | 2 kW | / |
7 | Nitrógeno común (m3/h) | / | Presión:/ Punto de rocío:/ |
8 | Nitrógeno de alta pureza (m3/h) | / | Presión:/ Punto de rocío:/ |
9 | Agua de refrigeración (m3/h) | / | Temperatura:/ Presión:/ |
10 | Agua pura (m3/h) | / | / |
11 | Escape de proceso (volumen de aire m3/h, velocidad del viento m/s, presión del aire Kpa) | / | Temperatura:/ Tipo:/ |
12 | Entrada de aire de proceso (volumen de aire m3/h, velocidad del viento m/s, presión del aire Kpa) | / | Temperatura:/ Tipo:/ |
13 | Eliminación y extracción de polvo (volumen de aire m3/h, velocidad del viento m/s, presión del viento Kpa) | / | Velocidad del viento:/ |
14 | Aire comprimido (m3/h) | 10 | Presión: 0,6 MPa |
15 | Vacío (m3/h) | 10 | Presión: -90 KPa |
4.2 Requisitos del entorno de la aplicación
1) Temperatura ambiental: 25 ± 5 ℃.
2) Humedad: 5% ~ 55%.
3) No existen en el lugar gases corrosivos, líquidos ni gases explosivos.
4) Altitud: ≤ 2000m.
5) Tensión de alimentación: 3/N~50Hz/TN-S (sistema de distribución de baja tensión), 220V ± 38V. Frecuencia 50Hz ± 1Hz.
6) La iluminación, la climatización y las instalaciones públicas cumplen las normativas pertinentes y los requisitos de los usuarios.
7) La superficie de carga del área de la máquina de inyección de líquido debe soportar un peso de ≤ 1500 kg/ ㎡ .
8) Resistencia de puesta a tierra del taller ≤ 10 Ω.
4.3 Requisitos civiles
Según la norma de la industria mecánica JB/T 9018-1999, los edificios deben cumplir los siguientes requisitos:
1) Tolerancia del terreno: La planitud dentro del rango de longitud total debe cumplir con los requisitos de FEM9.831 (Asociación Europea de Manipulación de Maquinaria), de la siguiente manera:
Longitud de la habitación/m | Planitud total del terreno/mm |
≤50 | ±10 |
≤150 | ±15 |
>150 | ±20 |
2) Bajo la carga máxima de largo plazo, el asentamiento desigual de la base del área del equipo no debe superar 1/500 y no debe haber filtraciones ni acumulación de agua.
3) La desviación permitida del piso de la habitación es de ± 10 mm, y en cualquier 3 m × dentro de un área de 3 m, no debe exceder ± 3 mm.
4) El taller de inyección de líquido tiene una carga estática promedio de aproximadamente 1,5 T/m2 en el suelo y una carga dinámica de aproximadamente 1,8 T/m2.
4.4 Requisitos de iluminación
Se requiere una buena iluminación en el área de trabajo y la Parte A es responsable de la iluminación.
4.5 Puesta a tierra
1) Para garantizar la seguridad de los equipos y del personal, todos los equipos deben contar con protección de puesta a tierra con una resistencia de puesta a tierra inferior a 4 Ω. Si se utiliza la misma red de puesta a tierra para la puesta a tierra eléctrica y la puesta a tierra de la protección contra rayos del edificio, el punto de puesta a tierra eléctrica no puede conectarse directamente al cable de bajada de la protección contra rayos del edificio, y se debe garantizar una distancia suficiente según la normativa. Las áreas como pruebas de aislamiento, inyección de líquido, carga y descarga deben estar preinstaladas con pilotes antiestáticos según los requisitos.
2) Para evitar la aparición de altos voltajes peligrosos durante daños en el aislamiento o envejecimiento del equipo eléctrico, la carcasa metálica del equipo eléctrico que no está cargado en circunstancias normales debe estar conectada a tierra.
3) La mayoría de los cables y alambres de este sistema se enrutan dentro o sobre el equipo, mientras que el resto debe colocarse dentro de la bandeja de cables.
4. Requisitos técnicos para la máquina de inserción de pasadores de sellado y llenado con helio
5.1 Indicadores básicos
No | Artículo | Índice | Nota |
1 | FPY (tasa de primera aprobación, defectos causados únicamente por razones de equipo) | ≥99% | / |
2 | Tasa de fallos (sólo causados por fallos del equipo) | ≤2% | / |
3 | MTTR (Tiempo de reparación de fallas) | ≤60 min | / |
4 | Ritmo/eficiencia de producción | Máquina de llenado y sellado de helio con inserción de pasadores ≥1 ppm | / |
5 | MTBF (Tiempo medio entre fallos) | ≥4H | / |
6 | Tiempo de cambio de modelo (incluida la depuración) | a) El tiempo de cambio entre modelos ya producidos es inferior a 4 horas por persona por unidad. b) El tiempo de cambio entre modelos no producidos es inferior a 6 horas por persona por unidad. | / |
7 | CMK | ≥1,67 | / |
5.2 Requisitos técnicos del módulo de inserción del pasador de sellado
5.2.1 Descripción de funciones
Este módulo es adecuado para perforar previamente clavos de pegamento en los orificios de inyección de líquido de las baterías, aspirar y llenar con helio clavos de pegamento a presión completa y detectar la posición de los clavos de pegamento.
5.3 Mecanismo de detección de inflado y presión negativa de succión de presión descendente
5.3.1 Requisitos técnicos para los mecanismos de detección de presión descendente, presión negativa e inflado
No | Mecanismo | Requisitos técnicos |
1 | Mecanismo de detección de inflado y presión negativa de succión por presión descendente | Descripción de la función 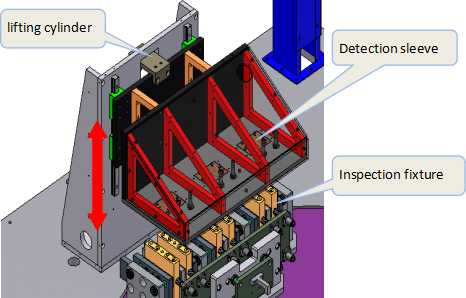
1. Tras el preprensado, la aguja de succión extrae el grado de vacío de la batería hasta el valor establecido y luego recarga helio en la batería. Una vez que el inflado alcanza el valor establecido, la uña de presión secundaria compacta la uña adhesiva. 2. El mecanismo de accionamiento de la uña de presión garantiza que la profundidad de cada presión sea constante y solo puede realizar la detección de límite y altura; 3. El grosor del límite de posicionamiento durante el proceso de inserción es ajustable y el diseño de aislamiento de la parte en contacto con la batería está completamente envuelto en el modo de celda de batería; 4. Tras el sellado, todos los clavos adhesivos se presionan en el orificio de inyección, con una superficie plana y sin marcas en la superficie del orificio. El sellado con el orificio de inyección es correcto, sin fugas de aire ni líquido. El vacío del proceso y la presión de helio se visualizan mediante medición digital de precisión. 5. Después del sellado de uñas a presión completa, está equipado con una prueba de sellado. Precisión del indicador 1. Rango de vacío -100 Kpa ~ 0 Kpa. 2. Rango de presión de corte de llenado de helio: grado de vacío ~ 50 Kpa. 3. La uña de pegamento excede el orificio de inyección de líquido en ≤ 0,2 mm y el diámetro de la uña de pegamento después del aplanamiento es inferior a 5 mm. Seguridad 1. Posicionamiento con función de protección contra sobretensión de batería. 2. Después del retorno del helio, se corta la bandeja de líquido residual para recibir el líquido residual generado por el retorno de helio. Mantenimiento 1. El puerto de llenado de aceite del mecanismo de prensado de uñas debe estar diseñado hacia arriba, con un espacio de llenado de aceite reservado de ≥ 100 mm, lo que resulta conveniente para agregar aceite lubricante. Sustitución de un producto 1. El mecanismo de presión de las uñas se puede ajustar linealmente y no es necesario reemplazar las piezas al cambiar de tipo (excepto en el caso de los modelos de uñas de pegamento). Control de la contaminación 1. El área de contacto con la batería está hecha de materiales no metálicos, resistentes al desgaste y a la corrosión. |
5.3.2 Requisitos técnicos para el mecanismo de posicionamiento celular
No | Mecanismo | Requisitos técnicos |
1 | Dispositivo de posicionamiento celular | Descripción de la función
1. Después de colocar manualmente la celda de la batería en el dispositivo y posicionarla 2. Posicionamiento y fijación precisos y confiables, y el mecanismo de posicionamiento debe garantizar que la batería no se mueva durante el proceso de fijación. 3. El accesorio es compatible con celdas de batería de diferentes tamaños y especificaciones, lo que requiere un ajuste manual del accesorio; 4. Evalúe manualmente la apariencia y el tamaño de las celdas de batería colocadas y elimine los productos no calificados; 5. Características y funciones: La estructura de transmisión es simple y estable, evitando rayones y daños por presión en las piezas polares. |
5.4 Otros accesorios
5.4.1 Requisitos técnicos para otros accesorios
No | Mecanismo | Requisitos técnicos |
1 | Otros accesorios | Descripción de la función 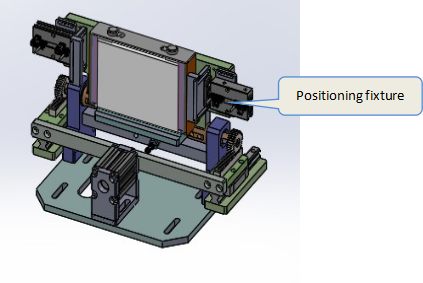
1. Materiales principales: Se utilizan placas de acero inoxidable SU304 y tubos cuadrados, la caja de vacío está hecha de aleación de aluminio para tratamiento de oxidación, la parte portante del bastidor está hecha de perfiles de aluminio de 40 mm * 40 mm, la placa inferior está hecha de placas de aluminio de 12 mm, y la parte superior está hecha de perfiles de aluminio + placas de PC; 2. Cristal y anillo de guante: El cristal de la guantera está fabricado con una placa de circuito impreso transparente importada de 6 mm. Esta placa está hecha de un marco de perfil de aleación de aluminio y se fija con tornillos. El anillo de guante está fabricado con materiales anticorrosivos, y el anillo de guante y el anillo de sellado están instalados en la placa de circuito impreso transparente. 3. Guantes largos, reposapiés y ruedas: Los guantes reservados para la estación de operación están fabricados con guantes largos resistentes a ácidos y álcalis, con un par (2 en total) como estándar, y cuatro reposapiés y ruedas cada uno. Una vez finalizada la instalación del equipo, se colocarán. 4. El equipo está equipado con una alarma de cortina de luz de seguridad; 5. Los productos NG tienen avisos de alarma y funciones de conteo. |
6 、 Lista de componentes del equipo
No | Nombre | Marca | Cantidad | Nota |
1 | SOCIEDAD ANÓNIMA | Inovance/Panasonic/Omron/Dalte | 1 juego | / |
2 | interfaz hombre-máquina | Weinview/MCGS | 1 juego | / |
3 | sistema servo | Yako/Dalte/Yaskawa | 1 juego | / |
4 | Controlador paso a paso | Yako/LeadShine/yaskawa | 3 unidades | / |
5 | Motor paso a paso | Yako/LeadShine/yaskawa | 3 unidades | / |
6 | Bomba de desplazamiento variable de un solo cabezal | CHANG TAI | 1 unidad | / |
7 | válvula de vacío | NANVA | 6 juegos | / |
8 | Eje de inyección | / | 1 juego | / |
9 | Vaso de almacenamiento de líquidos personalizado | / | 4 juegos | / |
10 | Cilindro del tanque de absorción | STNC/AirTAC | 2 juegos | / |
11 | Cilindro móvil de disco | STNC/AirTAC | 1 juego | / |
7. Artículos de regalo al azar
7.1 Materiales de entrega aleatoria
No | Nombre | Cantidad | Nota |
1 | Manual de operación y mantenimiento de equipos | 1 | 1 archivo electrónico y 1 archivo en papel |
2 | Manual de mantenimiento de equipos (con ilustraciones) | 1 | 1 archivo electrónico y 1 archivo en papel |
3 | Certificado de conformidad de los principales componentes estándar de los equipos | 1 | 1 archivo electrónico y 1 archivo en papel |
4 | Lista de partes vulnerables | 1 | 1 archivo electrónico y 1 archivo en papel |
5 | Diagrama esquemático neumático/hidráulico | 1 | 1 archivo electrónico y 1 archivo en papel |
6 | Instrucciones para los principales componentes subcontratados del equipo | 1 | 1 archivo electrónico y 1 archivo en papel |
7 | Dibujo de partes vulnerables | 1 | Proporcione una lista y un código de pieza, en un archivo electrónico. Las piezas vulnerables del equipo logístico son principalmente piezas estándar, con modelos incluidos. Las piezas vulnerables de la fijación del brazo robótico se proporcionan con planos de procesamiento de piezas. |
8 | Lista de materiales (BOM) del equipo, incluyendo marca y modelo de cables, cables de señal, etc. | 1 | 1 archivo electrónico y 1 archivo en papel |
7.2 Artículos aleatorios de equipo
Partes vulnerables:
No | Nombre | Cantidad | Nota |
1 | anillo de sellado | 10 | Circular Ø 16 |


















 IPv6 network supported
IPv6 network supported


