Apilador de laboratorio para investigación de baterías de celdas prismáticas
1 、 Descripción general funcional
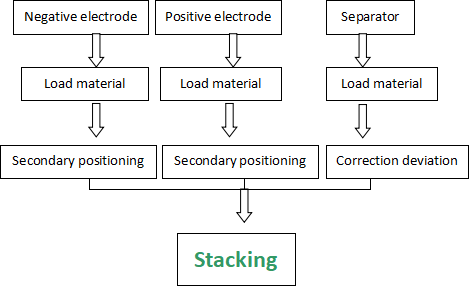
El equipo se utiliza principalmente para ensamblar el electrodo positivo, el electrodo negativo y el separador de las celdas de batería de iones de litio con apilamiento en forma de Z , convirtiéndolas en celdas.
Los mecanismos manipuladores izquierdo y derecho del equipo recogen las placas de electrodos en las ranuras de material positivo y negativo, y después de un posicionamiento preciso por el banco de trabajo de posicionamiento secundario, se lleva a cabo la colocación alternada del material en la plataforma de apilamiento; La plataforma de apilamiento se mueve de izquierda a derecha junto con los dos manipuladores y forma una película de aislamiento en forma de Z para separar las placas de electrodos positivos y negativos; El dispositivo circula de esta manera para lograr el conjunto de apilamiento del grupo de electrodos .
2. Parámetros básicos
1. Tamaño: 1850 mm (largo) × 1350 mm (profundidad) × 1850 mm (alto); sujeto a la finalización del diseño.
2. Fuente de alimentación: 220 V 50 Hz
3. Fuente de aire: 0,5 MPa
4. No se permiten gases corrosivos, líquidos ni gases explosivos.
5. Color: Muestra de color estándar del proveedor (gris cálido internacional 1C)
3. Parámetros técnicos
1. Especificaciones aplicables: largo L130 - 260, ancho W 80 - 200 mm, espesor H 0 - 20 mm;
longitud de la pestaña de la batería Q ≤ 20 m
2. Velocidad del dispositivo: 1,3 - 1,5 s/unidad;
3. Precisión de alineación del electrodo y el separador : desviación central ± 0,3 mm;
4. Requisitos del material entrante: El recubrimiento del electrodo debe ser uniforme, con un error de espesor inferior a 0,005 mm y sin arrugas ni adherencias; el error de longitud y ancho es inferior a ± 0,2 mm, y el borde ondulado es inferior a 1 mm (sin afectar la posición del electrodo); la pestaña de la batería es plana, sin dobleces ni pliegues; el separador debe enrollarse uniformemente, con un error de ancho inferior a 0,1 mm y un error de forma de torre inferior a 0,2 mm; la cinta debe enrollarse uniformemente sin presentar fenómenos evidentes de forma de torre, arrugas o deformaciones.
5. El control de desenrollado activo del separador asegura que la tensión sea adecuada durante el proceso de apilado , asegurando que el alargamiento y la deformación del separador sean pequeños;
6. La corrección de la desviación del separador garantiza la uniformidad del desenrollado del separador y una precisión de alineación de ± 0,2 mm.
7. Identificación de defectos: Identificar piezas faltantes.
8. 95% de tasa de fallos (causada únicamente por la máquina), 98% de tasa de aprobación (causada únicamente por la máquina)
9. Es fácil cambiar el modelo y se puede emplear con un entrenamiento sencillo.
4 、 Rendimiento del proceso
1. Tanto las placas de electrodos positivos como los negativos están equipadas con ranuras para material; Estructura flotante en tiempo real de las placas polares en el canal de material de trabajo;
2. Establecer un mecanismo de posicionamiento secundario para las placas de electrodos positivos y negativos para ubicar con precisión las placas de electrodos;
3. El brazo mecánico de toma de virutas incorpora un grupo de módulos servo lineales de alta velocidad que garantiza una alimentación y descarga por vacío estables y fiables. Conmuta las estaciones de trabajo entre el canal de material, la plataforma de posicionamiento secundario y la plataforma de apilado, y los brazos mecánicos de toma de virutas positivo y negativo alternan la alimentación y la descarga.
4. El mecanismo de desenrollado del separador adopta un control servo de bucle semicerrado preciso y la tensión de trabajo se puede ajustar continuamente; Establezca un mecanismo de corrección;
5. El mecanismo de la mesa de apilamiento está equipado con un mecanismo de guía preciso para permitir que la mesa de apilamiento suba y baje en tiempo real de acuerdo con el espesor del apilamiento , para adaptarse a diferentes espesores de celdas; Adoptando un grupo de módulos servo lineales de alta velocidad para impulsar y lograr un funcionamiento de alta velocidad, preciso y estable entre las placas de electrodos positivo y negativo, las placas de electrodos y la película de aislamiento se pliegan en forma de Z, y el cilindro impulsa la garra de presión para realizar un movimiento compuesto bidireccional XY, comprimiendo y posicionando las placas de electrodos y el separador , logrando el proceso de ensamblaje de apilamiento en forma de Z de las placas de electrodos positivo y negativo y la película de aislamiento de la celda de batería de litio, formando la celda de batería;
6. El sistema de control eléctrico se compone de un controlador de programa PLC como núcleo, que utiliza sensores de tiempo, presión y posición establecidos como señales de control para impulsar el motor, la válvula direccional, el cilindro y otros componentes de ejecución para que funcionen y se conviertan automáticamente para completar el flujo de trabajo;
7. Realice un diálogo hombre-máquina a través de la interfaz hombre-máquina, configure el funcionamiento de toda la máquina y muestre y proporcione retroalimentación sobre diversa información de la máquina.
5、Configuración de los componentes principales
A. Parte mecánica
1) Mecanismo de mesa apilable:
l Adopción de válvulas electromagnéticas y válvulas reguladoras de presión para controlar el cilindro, y configuración de un mecanismo de guía de alta precisión para permitir que la mesa de apilamiento suba y baje en tiempo real de acuerdo con el espesor del apilamiento , para adaptarse a diferentes espesores de celdas;
l Al adoptar un grupo de accionamiento de módulo servo lineal de alta velocidad, permite un movimiento alternativo de alta velocidad, preciso y estable entre el manipulador de toma de chip de electrodo positivo y negativo ;
l El cilindro impulsa la pinza para realizar un movimiento compuesto bidireccional XY, comprimiendo y posicionando el electrodo y el separador , logrando un proceso de ensamblaje de apilamiento en forma de Z para las placas positivas y negativas de la celda de la batería de litio y la película de aislamiento, formando la celda.
l Instale garras de presión de electrodos positivos y negativos en la plataforma de apilamiento para presionar alternativamente los electrodos positivos y negativos para evitar la contaminación cruzada de la batería.
2) Brazo mecánico:
l Al adoptar un grupo de módulos servo lineales de alta velocidad, opera de manera precisa, rápida y estable entre el canal de material, la plataforma de posicionamiento secundario y la plataforma de apilamiento ;
Se adopta una alimentación y descarga por vacío estable y fiable, y se utilizan vacuómetros de alta precisión para detectar el grado de vacío. Ajustable según las necesidades reales, con confirmación automática y funciones de memoria para la alimentación o no.
l La tubería de vacío está equipada con un filtro de vacío para evitar que el polvo ingrese a los componentes eléctricos, lo que hace que el medidor de vacío, el generador de vacío y otros componentes sean duraderos y resistentes;
3) Mecanismo de desenrollado del separador :
l Adoptando un motor de CC sin escobillas y un control de circuito cerrado con sensor de ángulo, la válvula reguladora de presión precisa controla el cilindro para impulsar el rodillo oscilante, manteniendo la tensión de trabajo constante y asegurando una tensión de apilamiento de batería uniforme y constante;
El sistema de corrección de desviación está emparejado con un grupo de módulos lineales de alta velocidad para garantizar que las placas positivas y negativas y el separador estén ordenados y consistentes durante el apilado y el bobinado.
4) Ranura para electrodo de estación:
l Tanto las placas de electrodos positivos como los negativos están equipados con ranuras para material;
l Detección automática cuando no hay material en el tanque de material;
l Aviso de alarma cuando no hay material en el tanque de material;
l Estructura flotante en tiempo real de las placas polares en la ranura del material de trabajo.
5) Mecanismo de posicionamiento secundario:
l Ubique con precisión los electrodos positivos y negativos individuales para garantizar la precisión del apilamiento ;
l Equipado con función de detección de defectos.
B. Parte eléctrica
• PLC : Omron CP1H-X40DT
• Módulo de expansión PLC : Omron CP1W-40EDT/20EDT
• Pantalla táctil : Kunlun en estado TPC7062KD
• Válvula electromagnética : EMC
• Cilindro de aire : AIRTAC




















 IPv6 network supported
IPv6 network supported


