Máquina de recubrimiento por extrusión de doble capa para la fabricación de celdas prismáticas
1. Descripción general del equipo
1 .1 Funciones del dispositivo
La máquina de recubrimiento de la serie HJSC1000ZZ es un nuevo tipo de máquina de recubrimiento por extrusión de doble capa, de alta precisión, confiable y estable, que nuestra empresa necesita desarrollar para baterías de litio. El equipo se caracteriza por: cabezal de extrusión de alta precisión, sensor de desplazamiento de alta precisión y control servo de bucle cerrado para el cabezal, bomba de tornillo de alta precisión, que transporta el medio con precisión y cantidad; horno con calentamiento eléctrico/vapor, rodillo activo y suspensión neumática superior e inferior; sistema de control PLC Omron, que permite un control preciso según los requisitos del proceso; control digital de tensión polar, desenrollado a tensión constante, recubrimiento a tensión constante, secado y bobinado a tensión cónica; control centralizado de los parámetros del sistema, con interfaz hombre-máquina táctil y control jerárquico. Los parámetros del proceso se pueden bloquear, almacenar y recuperar.
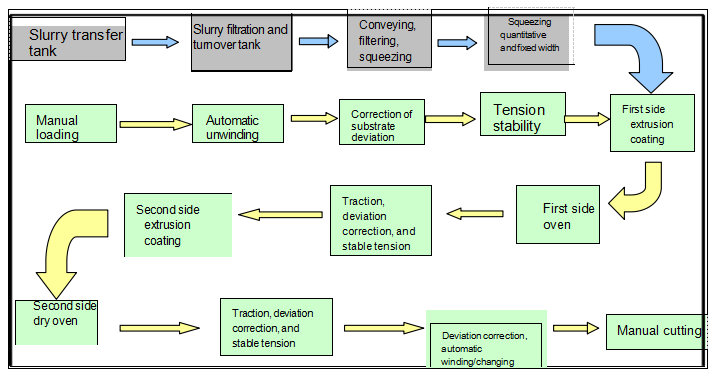
1.2 Proceso de ejecución
1.3 Parámetro de población
(1) Ancho de la superficie del rollo: 1000 mm
(2) Ancho de recubrimiento: Máx.800 mm
(3) Velocidad mecánica: Máx. 60 m/min
(4) Velocidad de recubrimiento: Máx. 40 m/min
(5) Velocidad de rebobinado: 5-15 m/min (rebobinado sin función de corrección)
(6) Dirección de funcionamiento: revestimiento hacia adelante, tira vacía, rebobinado inverso, etc.
(7) Potencia eléctrica instalada: electrodo positivo 370kW, electrodo negativo 350kW (la potencia real es el 50-70% de la potencia instalada)
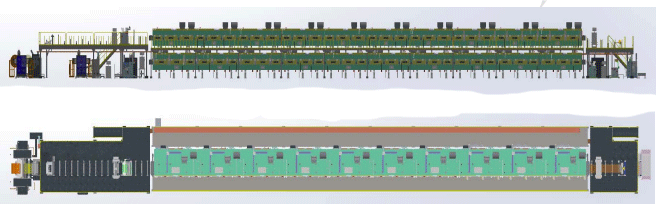
(8) Tamaño del equipo: aproximadamente L64 × W6.0 × H4.9m (excluyendo los conductos de aire de entrada y salida totales)
(9) Aspecto general: gris claro RAL7035, acero inoxidable de horno color natural, barandilla en amarillo de advertencia
La velocidad de recubrimiento real depende del sistema de suspensión, los parámetros de la suspensión, los parámetros de recubrimiento, las condiciones de secado y los requisitos de calidad del producto. Los motores asíncronos trifásicos relevantes en el equipo adoptan una eficiencia energética secundaria.
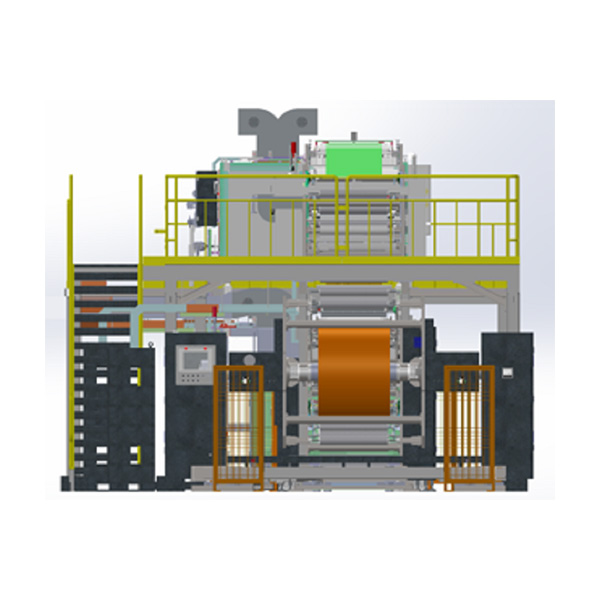
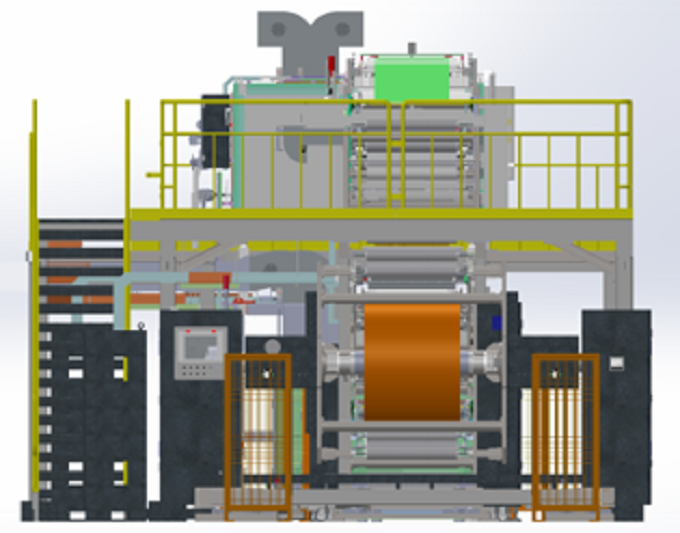
1.4 Diagrama de estructura del equipo (solo para referencia)
Figura 1 Diagrama esquemático de la estructura de la máquina de recubrimiento (solo como referencia, sujeto al modelo real)
2. Composición del equipo
No.
Nombre de la unidad
Cantidad
Notas
1
Unidad de desenrollado automático
1 juego
El diámetro de desenrollado es de máx. 800 mm, con un mecanismo de torreta y una abrazadera inflable para desenrollar; corrección EPC
2
Unidad de recubrimiento por extrusión
2 juegos
Equipado con cabezal de extrusión de alta precisión, capaz de voltear y limpiar en línea.
3
Sistema de calentamiento y secado a vapor de doble capa de 40 m
1 juego
Horno de 40 metros (5 m/sección × 8 secciones arriba y abajo), calentamiento por vapor, horno de rodillos completamente pasante, con una longitud total de aproximadamente 41 m
4
Unidad de tracción
2 juegos
Rodillo de presión de caucho, control de tensión del cilindro de baja fricción, corrección de desviación EPC
5
Unidad de cuerda automática
1 juego
Diámetro de bobinado máx. 800 mm; Mecanismo de torre giratoria, bobinado de eje de expansión de aire; Corrección EPC
6
Sistema de pasarelas
1 juego
(1) Las columnas y los marcos están hechos de material de acero al carbono;
(2) Los escalones de la escalera y los paneles de la plataforma están hechos de placas estampadas de acero inoxidable SUS201, y las barandillas están pintadas con pintura de acero al carbono - amarillo;
(3) Una entrada de escalera en el lado A y una entrada de escalera en el lado B;
(4) La barandilla se suelda y luego se fija mediante pernos y plataformas.
7
Sistema de rodillos guía de ascenso de horno de dos lados
1 juego
8
Sistema de rodillos guía de placa de electrodo de descarga de dos lados
1 juego
Incluye 1 juego de corrección de recorrido y varios rodillos guía.
9
Sistema de recubrimiento y alimentación (incluye tambor de mezcla, bomba, válvulas de filtro , etc.)
2 juegos
Bomba de tornillo de precisión; barril de lodo de una sola capa de 100 l, agitación motorizada
10
Sistema de control electrónico
1 juego
Sistema PLC Omron
1 1
Detector de concentración de NMP
8 juegos
Configuración de la máquina de recubrimiento con electrodos positivos
12
Sistema de alimentación de revestimiento cerámico de borde
2 juegos
Configuración de la máquina de recubrimiento de electrodos positivos, diseñada según cuatro capas de recubrimiento adhesivo.
13
Detector de densidad superficial de rayos β de tipo doble rack (control longitudinal de bucle cerrado con bomba de tornillo)
1 juego
Configure dos conjuntos de pantallas de visualización, cada uno instalado en el área de recubrimiento del cabezal y la cola de la máquina, para monitorear la densidad del lado opuesto
1 4
Sistema de detección de alineación CCD (marca: OPT)
2 juegos
Instalados por separado en los cabezales de la primera y segunda máquina de recubrimiento, con una configuración de 8K de alto
3 Requisitos de instalación
4 Parámetros de adaptación del equipo
4.1 Parámetros del sustrato
Proyecto
Electrodo positivo
Electrodo negativo
Material base
Una lámina de aluminio
Lámina de cobre
Ancho (mm)
400-800
400-800
Espesor (µ m)
6-20 (Aceptación utilizando material de aluminio de 9 um y superior)
4-15 (aceptación utilizando material de lámina de 6 μm y superior)
Diámetro exterior (mm)
Máx . 80 0
Máx . 80 0
Peso (kg)
Máx . 1500
Máx . 1500
4.2 Parámetros de la suspensión
Proyecto
Electrodo positivo
Electrodo negativo
Soluto
Fosfato de hierro y litio
Grafito
Disolvente
NM P
D I - agua
Contenido sólido
50-8 5%
45-60 %
Proporción
1.5-3.0
1.0-2.0
Carpeta
PVDF
S BR
Viscosidad (mPa.s, 25C)
5.000-20.000
1.500-8.000
Temperatura (℃)
20-2 8
20-2 8
4.3 Parámetros de recubrimiento
Proyecto
Electrodo positivo
Electrodo negativo
Espesor húmedo de un solo lado (µ m)
80-280
60-200
Espesor seco de una sola cara (µ m)
50-150
50-150
Rango de peso de película seca de una sola cara (g/ ㎡ )
80~220
50~150
Ancho del recubrimiento (mm)
Máx.800
Máx.800
5 Parámetros del proceso de recubrimiento
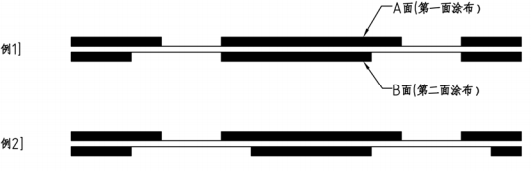
5.1 Diagrama de recubrimiento de huecos
(1) Como se muestra en la Figura 1, si la longitud del recubrimiento del lado A es diferente a la del lado B, el lado más largo del recubrimiento (lado A) debe usarse como el primer recubrimiento.
(2)Si la posición inicial del recubrimiento del lado B es inferior a la posición inicial del recubrimiento del lado A, la longitud del recubrimiento del lado B no puede exceder la del recubrimiento del lado A.
(3)En principio, la posición inicial del recubrimiento en el lado A y el lado B debe ser consistente (ver Ejemplo 1).
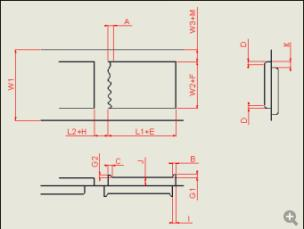
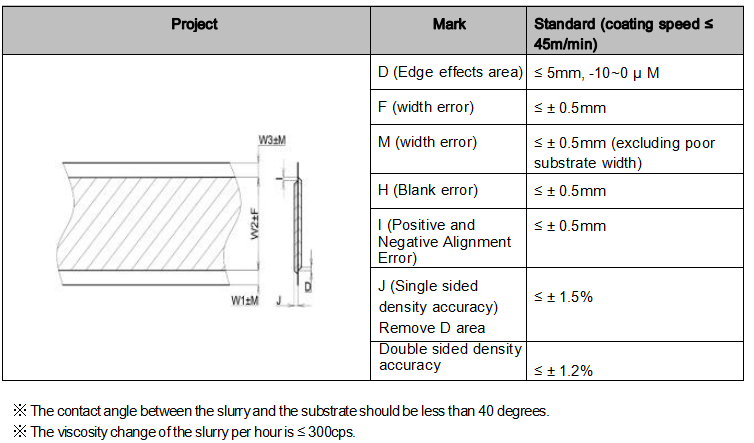
5.2 Precisión del recubrimiento de huecos
Proyecto
Marca
Estándar (velocidad de recubrimiento ≤ 30 m/min)
A (de cola)
≤ 1 mm (relacionado con las propiedades de la suspensión)
B (área anormal de la cabeza)
≤ 5 mm (relacionado con las propiedades de la suspensión)
C (área anormal de la cola)
≤ 5 mm (relacionado con las propiedades de la suspensión)
D (Área de efectos de borde)
≤ 5 mm (relacionado con las propiedades de la suspensión)
E (error de longitud)
≤± 0,5 mm
F (error de ancho)
≤± 0,5 mm
M (error de ancho)
≤± 0,5 mm
G1 (error de espesor de un lado de la cabeza)
- 10~5um (relacionado con las características de la suspensión)
G 2 (Error de espesor en un lado de la cola )
- 10~5um (relacionado con las características de la suspensión)
H (Error en blanco )
≤±0,5 mm
I (Error de posición longitudinal delantera y trasera)
≤±0,5 mm
K (Error de posición lateral de los lados frontal y posterior)
≤±0,5 mm
J Precisión de densidad de un solo lado (excluidas las áreas B, C y D)
≤±1,5 %
Precisión de densidad de doble cara (excluidas las áreas B, C y D)
≤±1,2 %
Recubrimiento/Longitud intermitente
L1 (duración de la película)
50 ~ 20.000 mm
L2 (longitud intermitente)
6 ~ 500 milímetros
L1+L2 (recubrimiento+longitud del espacio)
L1 + L2 ≥60 mm
※ La longitud mínima de recubrimiento y el espacio mínimo de recubrimiento dependen de la velocidad de recubrimiento, y un espacio de 10 mm corresponde a una velocidad de recubrimiento de 20 a 25 m/min.
※ El ángulo de contacto entre la lechada y el sustrato debe ser inferior a 40 grados.
※ El cambio de viscosidad de la pulpa por hora es ≤ 300 cps.
5.3 Precisión del recubrimiento continuo
6 Especificaciones y parámetros del equipo
6.1 Parámetros y precisión del rodillo
( 1 )Especificaciones y precisión del rodillo
Especificaciones
Diámetro del rodillo
Tratamiento de superficies
Desplazamiento ( mm )
Rugosidad de la superficie
Material
Rodillo posterior de recubrimiento (rodillo metálico)
φ 295
Cromado duro ≥ 200 μM
0.001
Ra 0 .2
40C r
Rodillo guía (rodillo metálico)
φ 110
Oxidación dura
0 .02
Ra 0 .4
A l
Rodillo de tracción (rodillo metálico)
φ 200
Cromado duro ≥ 100 μM
0.005
Ra 0 .4
S 4 5C
Rodillo de presión (rodillo de goma)
φ 135
Caucho EPDM envuelto
0 .1
-- -
Al o SS 4 00
(2) Precisión del montaje del rodillo
Elemento de especificación
Paralelismo (mm)
Entre rodillos metálicos (fuera del horno)
0 .05
Entre rollos de metal y rollos de metal (dentro del horno)
0 .1
Entre el rodillo metálico y el rodillo de goma
0 .2
Elemento de especificación
Nivelación (mm/m)
Rodillo de metal (fuera del horno)
0 .05
Rodillo de metal (dentro del horno)
0 .1
Rodillo de goma
0 .2
6.2 Unidad de desenrollado automático
No.
Proyecto
Parámetro técnico
Notas
1
sistema de sujeción
Apriete de la abrazadera de inflado
2
Método de cambio de rollo
Cambio automático de rollos de torre rotatoria, corte automático, empalme de cinta
Rodillo de prensado de cola superpuesto y encolado
3
Diámetro de desenrollado
Máx. F 800 mm
4
Abrazadera de inflado
6 pulgadas, con una capacidad de carga máxima de 1500 kg.
El manguito de expansión de la abrazadera de inflado adopta una goma especial resistente al desgaste.
5
Unidad de desenrollado
Servomotor + reductor de precisión
6
Barril de material
6 pulgadas, longitud 1100 ± 5 mm
Material: ABS o acero inoxidable
7
Dispositivo de torre giratoria
Velocidad de la torre giratoria 1 r/min
El accionamiento de la torreta adopta un motor + retorno de precisión.
Precisión de posicionamiento del flip: error de altura H ± 5 mm
Accionamiento mediante reductor rotatorio, logrando un control de posición de alta precisión a través de un servocodificador
8
Altura central de la torreta
1500 metros
9
Sistema de control de tensión
Cilindro de baja fricción + control de tensión de válvula proporcional, rango de ajuste de retroalimentación del sensor de tensión de 40-300 N, fluctuación de tensión de ± 1 % FS
Control de tensión constante
10
Método de corrección de la desviación
Control automático EPC, carrera ± 50 mm, mediante sensor ultrasónico, regulación gradual de la velocidad y corrección de la desviación, precisión ± 0,1 mm
Cinta guía de sustrato transparente adaptable
11
Mecanismo de brazo oscilante del cuchillo
1) Hoja de corte con dientes de sierra, con una vida útil de corte de ≥ 5000 veces;
2) Hay una cubierta protectora neumática delante de la cuchilla de corte, que se puede cubrir cuando no está en funcionamiento para evitar que el personal se raye.
12
Método de carga
AG V
13
Medición del diámetro del rollo
Prueba ultrasónica, alarma según el diámetro de bobina establecido
14
Plataforma de adquisición
1) Adoptando varillas de doble presión, pero conectando manualmente la plataforma en forma de ranuras de rayado;
2) Hay una tira de goma en la parte inferior de la varilla de presión para evitar el contacto directo entre el metal y la superficie de la placa del electrodo.
Caja de recolección de polvo de configuración inferior
15
Dirección de carrera
Arriba o abajo, solo hacia abajo cuando se cambian los rollos automáticamente
16
Método de enrutamiento de la correa
Tracción hacia adelante, recubrimiento, rebobinado inverso
17
Eliminación de hierro polar
Dos lados del sustrato están equipados con varillas magnéticas, con magnetismo ≥ 10000GS
18
sistema de control
1) Configure botones de operación funcionales y pantallas táctiles en la sección de desbobinado. 2) Los sensores ultrasónicos monitorean el diámetro de la bobina y tienen la función de calcular el diámetro de la bobina y recordar la falta de material.
Puede mostrar la longitud del recubrimiento y la información de control del cabezal de la máquina.
19
Dispositivos de seguridad
1) Hay barandilla + cortina de luz en la torreta;
2) El interruptor de cuerda de tracción cumple una función de parada de emergencia;
3) Cuando hay un interruptor opuesto debajo de la abrazadera de inflado y no hay AGV ni carro hidráulico, no se permite que la abrazadera de inflado se retraiga.
6.3 Unidad de recubrimiento
No.
Proyecto
parámetro técnico
Notas
1
Método de estructura de instalación
Espesor 60 mm + estructura de placa vertical general, paneles de pared revestidos con cromo duro
2
Método de recubrimiento
Serie A/B, recubrimiento continuo/recubrimiento de huecos/recubrimiento de rayas
3
Rodillo de recubrimiento (rodillo de acero)
¢295 mm, superficie revestida con cromo duro, desviación circular: ≤ 1,0 µ m (detección micrométrica), potencia: motor DDR (Colmorgan)
Acabado superficial Ra0.2
4
Dispositivo de rodillo de presión
Diámetro: ¢135 mm, material: SS400 + EPDM, dureza Shore ≥ 75 grados; Compresión de doble cilindro, ajuste de rueda excéntrica para fuerza de compresión izquierda y derecha
5
Cabezal de extrusión
1. Cabezal de extrusión de alta precisión (2 juegos/línea), borde ajustable;
2. El ancho de recubrimiento es de 800 mm como máximo y se puede ajustar reemplazando la junta.
3. El cabezal del molde está equipado con un mecanismo de volteo en línea, que se puede utilizar para voltear y limpiar en línea el cabezal del molde.
Paralelismo entre el cabezal de extrusión y el rodillo de acero revestido ≤ 5 μm. Rectitud del labio ≤ 3 μm. Planitud ≤ 3 μm. Informe de inspección adjunto.
6
Espaciador
Juego de 4 piezas, precisión de error de espesor ± 2 μm
7
Eliminación de materiales sobrantes
Placa de embudo para instalar materiales sobrantes en la parte inferior del cabezal del molde
8
Base del cabezal de extrusión
A: Accionamiento hacia adelante y hacia atrás de la base del troquel:
1. Accionamiento por cilindro móvil de gran recorrido (cilindro con cubierta protectora para evitar la contaminación por lodos); 2. Ajuste fino de la holgura: accionado por servomotor, medición de desplazamiento de alta precisión con resolución de 0,1 μm. Precisión de posicionamiento repetitivo ≤ 0,3 μm. Tiempo de avance ≤ 10 s.
Hay un diseño anticolisión entre el cabezal de extrusión y el rodillo de acero;
La página de la pantalla de operación muestra el valor establecido y el valor real.
9
Bomba de alimentación
Bomba de alimentación dosificadora de alta precisión
Dios de la guerra japonés
1 0
Cubo de rotación
(1) Volumen: 100 L, fabricado en acero inoxidable 304, con superficies internas y externas pulidas, en una sola capa; (2) Equipado con una sonda de nivel de líquido resistente a la corrosión, con pantalla de 4 velocidades (máximo, máximo, mínimo, mínimo). Cuando el nivel de líquido del tanque de material de recubrimiento es inferior al límite inferior, se activa la alimentación automática. Si el nivel de líquido no supera el límite inferior después de unos minutos (configurado en el sitio), el equipo emite una alarma automática; (3) Agitador eléctrico, velocidad ajustable; (4) Con ventana de visualización
El cubo de lodo está equipado con una ventana de visualización y el puerto de alimentación es antisalpicaduras para evitar la generación de burbujas.
11
Eliminación de hierro del filtro
Filtro metálico de dos etapas + eliminador de hierro 10000GS: filtra la alimentación (elemento filtrante de malla 100) y la salida de la bomba de tornillo (elemento filtrante de malla 150) del contenedor.
12
Raspado y detección de agujeros
Después del rodillo de recubrimiento, se instala una cortina de luz para detectar los agujeros causados por el raspado de la tira del electrodo y se emite una alarma oportuna, con un juicio manual sobre si se debe detener la máquina para el procesamiento.
13
Detección del nivel de cinta adhesiva
Configure un sensor de código de color para la detección del nivel de cinta antes de ingresar al proceso de recubrimiento y logre la vinculación con el sistema de recubrimiento para lograr un recubrimiento salteado del nivel de cinta.
14
válvula de recubrimiento
Grupo de válvulas con revestimiento de huecos
1 5
Unidad de monitorización de presión
Presión dentro de la cámara del cabezal de extrusión y salida de la bomba (presión
Pobre), monitoreo de presión de reflujo, precisión ≤ 0,001 MPa, el software del sensor de presión resistente a la corrosión agrega una función de recordatorio de reemplazo de filtro (ajuste de presión)
Reserve las interfaces de salida analógica correspondientes para la recopilación de datos de presión por computadora
1 6
Sistema de control de tensión
Modo de ajuste de tensión digital/control de tensión de cinco segmentos, configuración de pantalla táctil y monitoreo del valor de tensión
1 7
Mecanismo de ajuste fino lateral del cabezal de troquel
Accionado por un servomotor y un tornillo, se puede controlar en circuito cerrado con un sistema de detección de tamaño CCD para garantizar la alineación de la superficie AB.
6.4 Sistema de recubrimiento cerámico de cantos
No.
Proyecto
Parámetro técnico
1
Tipo
La bomba de tornillo se utiliza para la alimentación centralizada. El método de dosificación consiste en colocar un orificio de alimentación cerámico especial en el cabezal de la matriz y crear un canal de flujo cerámico en la junta. Marca de la bomba de tornillo: Nippon Bingshen, 2NBL10F
2
Cubo para lodos de 30 l
Fabricado en acero inoxidable 304 con superficies interiores y exteriores pulidas; Volumen 30L, una sola capa; Motor de agitación, velocidad ajustable
3
Control de espesor
Control mediante el ajuste de la apertura de la válvula del acelerador
4
F iltrar
Filtro metálico recto/en forma de Y con núcleo de malla 100
5
Tubería de alimentación
Tubo de acero inoxidable SUS304 + tubo de teflón
6.5 Unidad de horno
No.
Proyecto
Parámetros técnicos
Notas
1
Tipo
Transmisión principal completa, 5 metros por sección, con un total de 40 metros tanto para la parte superior como para la inferior; 0,5 metros cada uno para las cámaras de presión negativa delantera y trasera
La longitud total del horno es de aproximadamente 41 m por encima y por debajo de cada uno.
2
Calidad del material
Revestimiento interior de acero inoxidable SUS304; revestimiento exterior de acero inoxidable SUS201; conducto de aire con aislamiento de doble capa de acero inoxidable
3
Tipo de transmisión principal
Se adopta un control de conversión de frecuencia de motor trifásico y los rodillos guía están distribuidos horizontalmente; La superficie del rodillo guía está revestida con cromo duro, con un diámetro de ¢ 110 mm.
Los cojinetes internos del horno adoptan cojinetes resistentes a altas temperaturas.
4
Ajuste de la altura de la boquilla de aire
El ajuste de elevación general de la cámara de aire, con una cantidad de ajuste de ± 20 mm
5
Ventana de observación y puerta de acceso
1) Cada sección del horno está equipada con 3 ventanas de observación visual.
2) Puerta reservada para mantenimiento y limpieza en el lado de transmisión del horno.
6
Método de calentamiento
Calentamiento por vapor, presión de vapor ≥ 0,7 MPa
7
Temperatura del horno
50~140℃
8
Control de temperatura del horno
(1) Ajuste PID independiente para cada sección del horno;
(3) Control de temperatura de trabajo normal, control de protección de alarma de monitoreo de sobretemperatura, cuando ocurre sobretemperatura, aparecerá una alarma audible y visual, y se cortará la fuente de vapor.
9
Precisión del control de temperatura
Precisión de visualización: ± 1 ℃ (diferencia en el valor indicado del medidor de control de temperatura); Precisión de control: ≤ ± 3 ℃ (excluyendo la primera y la última sección)
10
Temperatura de la superficie de la caja durante el funcionamiento
La temperatura exterior del horno es ≤ temperatura ambiente + 20 ℃ (temperatura del proceso ≤ 135 ℃)
Excluyendo juntas de puertas, juntas de bridas, ventanas de vidrio y la conexión entre dos hornos.
11
Método de soplado de diafragma
Motor de frecuencia variable a prueba de explosiones con soplado hacia arriba y hacia abajo para suministro de aire; Elemento calefactor común para cámaras de aire superior e inferior
12
Control del volumen de aire
1) Volumen de aire circulante, equipado con 1 ventilador de circulación por sección;
2) Ajuste el convertidor de frecuencia para controlar el flujo de aire de acuerdo con el proceso y configure los parámetros de conversión de frecuencia en la pantalla táctil; 3) Cada sección de las cámaras de aire superior e inferior se ajusta a través de válvulas mecánicas y se controla de forma independiente;
4) El volumen de aire fresco se ajusta mediante válvulas mecánicas para cada sección y se controla de forma independiente; El aire fresco es suministrado uniformemente por la fábrica;
5) El volumen de aire de escape se ajusta mediante válvulas mecánicas para cada sección y se controla de forma independiente;
13
Monitoreo de presión
Equipado con 4 juegos de manómetros mecánicos dentro y fuera del horno, boquillas de aire y filtros antes y después.
14
Admirador
1) Ventilador de circulación - potencia: 11 kW; Volumen de aire: máx. 11000 m3/h; Presión total: máx. 1200 Pa
2) Ventiladores de entrada y salida: configurados de acuerdo con el proceso y el diseño de la Parte A
El contacto entre el ventilador y el aire caliente está hecho de material de acero inoxidable.
15
Volumen de aire de escape
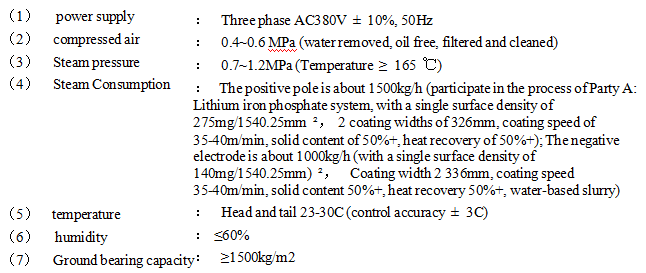
Según el sistema LFP, con una densidad de superficie única de 200 g/ m² , un ancho de recubrimiento máximo de 800 mm, una velocidad de recubrimiento máxima de 40 m/min y un contenido de sólidos superior al 55 %, el volumen de aire de escape de la máquina de electrodo positivo es de aproximadamente 60 000 a 70 000 m³/h (a una temperatura de trabajo de 130 °C); si el electrodo negativo tiene una densidad de superficie única de 100 g/ m² , un ancho de recubrimiento máximo de 800 mm, una velocidad de recubrimiento máxima de 40 m/min y un contenido de sólidos superior al 50 %, el volumen de aire de escape de todo el electrodo negativo del sistema de agua es de aproximadamente 40 000 a 50 000 m³/h (a una temperatura de trabajo de 110 °C).
16
Filtración de aire caliente
Configurar el filtro de eficiencia inicial antes de la entrada de aire
17
Puerto a prueba de explosiones
Cada horno está equipado con puertos a prueba de explosiones.
18
Conexión entre el electrodo positivo y el sistema de recuperación de NMP
(1) El fabricante del sistema de reciclaje de NMP conecta los cables y cables de señal pertinentes a la interfaz reservada de la máquina de recubrimiento y envía las señales de funcionamiento pertinentes y las señales anormales del sistema (apagado, alarma de falla, apagado) a la máquina de recubrimiento;
(2) La máquina de recubrimiento integra las funciones comunes del sistema de reciclaje NMP (inicio y parada, ajuste del volumen de aire, etc.) en la pantalla táctil del cabezal de la máquina de recubrimiento, y las señales anormales del sistema de reciclaje NMP se pueden mostrar en la pantalla táctil de la máquina de recubrimiento;
(3) Cuando el sistema de reciclaje de NMP no se inicia debido a un mal funcionamiento, la máquina de recubrimiento indica: El sistema de reciclaje de NMP no funciona correctamente y no puede iniciar la máquina de recubrimiento, y envía una señal al sistema de reciclaje de NMP;
(4) La máquina de recubrimiento solo puede producirse y operarse cuando el sistema de reciclaje de NMP funciona correctamente. Si el sistema presenta anomalías, no puede producirse ni operarse.
19
Monitoreo de la concentración de NMP en el horno
Detector de concentración de NMP con configuración de polo positivo——
A. Cuando la concentración supere el 25%, el equipo dará una alarma audible y visual;
B. Cuando la concentración supera el 50%, el equipo deja de funcionar y de recubrir, el ventilador de circulación continúa funcionando y el ventilador de extracción funciona automáticamente a su frecuencia máxima.
20
Motor de accionamiento
A. Ventilador de circulación: motor asíncrono trifásico ........... 16 unidades
B. Accionamiento de rodillos: motor asíncrono trifásico ...............
16 unidades
6.6 Unidad de tracción
No.
Proyecto
Parámetro técnico
1
Método de estructura de instalación
Instalación general de placas verticales
2
Sistema de control de tensión de tracción
1) Control de tensión del cilindro + válvula proporcional, retroalimentación del sensor de tensión
2) El rango de tensión ajustable es de 40 a 300 N y la fluctuación de tensión es ≤ ± 2 % FS (durante el funcionamiento normal).
3
Partición de tensión
Composición del rodillo de tracción y del rodillo de presión
4
Rodillo de tracción
Diámetro Ø 200 mm, superficie revestida con cromo duro.
5
Rodillo de presión
Diámetro Ø 135 mm, superficie recubierta con adhesivo EPDM
6
Corrección de viaje
1. Adoptando el control EPC, equipado con un rodillo de presión de borde antivuelco y un rodillo de aplanamiento de arco en la salida del horno.
2. Control EPC, carrera ± 50 mm, mediante sensor ultrasónico, regulación gradual de la velocidad y corrección de la desviación, precisión ± 0,1 mm
7
Accionamiento del rodillo de tracción
Servomotor + reductor de precisión
8
Mecanismo de aplanamiento de postes
Aplanamiento de placas de electrodos mediante rodillos curvos
6.7 Unidad de cuerda automática
No.
Proyecto
parámetro técnico
Notas
1
Sistema de sujeción
Apriete de la abrazadera de inflado
2
Método de cambio de rollo
Cambio automático de rollos de torre rotatoria, corte automático, empalme de cinta
Rodillo de prensado de cola superpuesto y encolado
3
Diámetro del carrete
Máx. F 800 mm
4
Abrazadera de inflado
6 pulgadas, con una capacidad de carga máxima de 1500 kg.
El manguito de expansión de la abrazadera de inflado adopta una goma especial resistente al desgaste.
5
Accionamiento de bobinado
Servomotor + reductor de precisión
6
Barril de material
Diámetro interior 6 pulgadas, longitud 1100 ± 5 mm
Material: ABS o acero inoxidable
7
Dispositivo de torre giratoria
Velocidad de la torre giratoria 1 r/min
Precisión de posicionamiento del flip: error de altura H ± 5 mm
El accionamiento de la torreta es accionado por un motor y un reductor rotatorio de precisión, y el control de posición de alta precisión se logra a través de un servocodificador.
8
Altura central de la torreta
1500 metros
9
Sistema de control de tensión
Cilindro de baja fricción + control de tensión de válvula proporcional, rango de ajuste de retroalimentación del sensor de tensión de 40-300 N, fluctuación de tensión de ± 1 % FS
Control de tensión cónica, ajustable de 0 a 80%
10
Método de corrección de la desviación
Control EPC, carrera ± 50 mm, mediante sensor ultrasónico, regulación gradual de la velocidad y corrección de la desviación, precisión ± 0,1 mm
Cinta guía de sustrato transparente adaptable
11
Mecanismo de brazo oscilante del cuchillo
1) Hoja de corte con dientes de sierra, con una vida útil de corte de ≥ 5000 veces;
2) Hay una cubierta protectora neumática delante de la cuchilla de corte, que se puede cubrir cuando no está en funcionamiento para evitar que el personal se raye.
12
Método de descarga
AG V
13
Medición del diámetro del rollo
Prueba ultrasónica, alarma según el diámetro de bobina establecido
14
Plataforma de recepción de cinta manual
1. Adopte varillas de presión dobles, pero conecte manualmente la plataforma de la cinta en forma de ranuras de rayado;
2. Hay una tira de goma en la parte inferior de la varilla de presión para evitar el contacto directo entre el metal y la superficie de la placa del electrodo.
15
Dirección de carrera
Arriba o abajo, solo hacia abajo cuando se cambian los rollos automáticamente
16
Alineación de bobinados
≤ ±1,0 mm
17
Eliminación de hierro polar
Dos lados del sustrato están equipados con varillas magnéticas, con magnetismo ≥ 10000GS
18
sistema de control
1) Configure botones de operación funcionales y pantallas táctiles en la sección de bobinado. 2) Los sensores ultrasónicos monitorean el diámetro de la bobina y tienen la función de calcular el diámetro y recordar la finalización del bobinado.
Puede mostrar la longitud del recubrimiento y la información de control del cabezal de la máquina.
19
Dispositivos de seguridad
1) Hay barandilla + cortina de luz en la torreta;
2) El interruptor de cuerda de tracción cumple una función de parada de emergencia;
3) Cuando hay un interruptor opuesto debajo de la abrazadera de inflado y no hay AGV ni carro hidráulico, no se permite que la abrazadera de inflado se retraiga.
6.8 Sistema de control eléctrico
(1) Sistema de control principal: pantalla táctil, PLC, control de bus, sistema servo, sistema de monitoreo de presión
(2) Método de cableado: distribución en bus, disposición de ranuras de corriente fuerte y débil
(3) Disposición del gabinete de control eléctrico: gabinete a prueba de polvo independiente, gabinete de alto y bajo voltaje con diseño de caja separada
(4) Método de control eléctrico: diseño descentralizado, control centralizado, alta confiabilidad, ahorro de espacio y fácil mantenimiento.
(5) Modo de operación: manual, automático, parada de emergencia; El sistema de control principal se encuentra en la pantalla táctil del cabezal de la máquina; La cola también se puede operar para operaciones generales como apagado, funcionamiento de la correa, parada de emergencia, etc.
(6) Configuración del recubrimiento: recubrimiento continuo/recubrimiento por espacios
(7) Configuración de las condiciones de funcionamiento y recopilación de datos: la velocidad de la línea de recubrimiento, el control de tensión, la configuración del recubrimiento, la frecuencia del ventilador y la configuración de la temperatura se pueden configurar, mostrar y registrar a través de la pantalla táctil; Puede almacenar 20 conjuntos de parámetros de proceso.
(8) Monitoreo de estado: Monitoreo de tensión de cinco etapas, monitoreo de rotura de correa, corrección de desviación, monitoreo de temperatura
(9) Función de conteo: mide la longitud del recubrimiento en metros, con una precisión de visualización de 1 mm.
(10) Función de protección de seguridad: enclavamiento mecánico y eléctrico, función de autobloqueo, función de protección por inducción
Lata; Campanas de alarma en cada área antes de la puesta en marcha del equipo; Instalar señales de advertencia de seguridad para áreas peligrosas como movimiento, compresión, corte y fuentes de calor; Cubierta protectora para transmisión y piezas móviles; Alarma de sobretemperatura del horno y función de protección contra cortes de energía
(11) Situación de alarma: Cuando el equipo funciona mal o se inicia, se enciende la luz de alarma de tres colores en el cabezal de la máquina.
Advertencia: Hay un timbre de alarma dedicado para enrollar y desenrollar; La pantalla táctil mostrará la pantalla de corrección correspondiente; Almacenamiento de información de alarma y visualización de información de alarma histórica
(12) Gestión de control: control jerárquico de contraseña, los parámetros del proceso se pueden bloquear; se requiere contraseña para configurar y mantener los parámetros del dispositivo














 IPv6 network supported
IPv6 network supported


