Máquina automática de corte láser de electrodos de batería para celdas prismáticas
I. Introducción del equipo
1.1 Descripción general de las funciones del dispositivo :
Este equipo se utiliza principalmente para la formación de placas de electrodos positivos y negativos en el proceso de apilamiento de baterías de energía (proceso de recubrimiento continuo).
Instalación manual/AGV de bobinas de electrodos en el eje inflable de desenrollado del equipo, desenrollado automático del equipo, corrección automática del proceso de desenrollado mediante el mecanismo de corrección y control de la tensión de desenrollado mediante el sistema de control de tensión. Antes de entrar en la máquina de corte láser, se realiza la corrección secundaria (corrección del proceso), la eliminación del polvo de la cuchilla del electrodo , el control de tensión, el pulido del electrodo y la detección de defectos del CCD. La estación de punzonado utiliza moldes de hardware para punzonar ángulos en V. Posteriormente, el material se arrastra a la posición de corte mediante el mecanismo de tracción y se corta en piezas. Se transporta a la inspección de tamaño mediante una cinta transportadora. Tras la inspección de cepillado de polvo (en ambos lados), los productos defectuosos se retiran automáticamente a la caja de material NG y los productos calificados se recogen en la caja de producto terminado.
1.2 Proceso de acción :
放卷机构: Mecanismo de desenrollado --放卷纠偏:Corrección de desenrollado:--接带平台:Plataforma de adquisición--放卷张力:Tensión de desenrollado--过程纠偏:Corrección del proceso--激光切割:Láser corte--牵引机构: Mecanismo de tracción--极耳除尘: Eliminación de polvo de lengüeta--张力机构: Mecanismo de tensión --储片机构: Mecanismo de almacenamiento de película--瑕疵检测: Detección de defectos-- V角裁切: Ángulo en V corte--拉切机构: Mecanismo de corte--尺寸检测: Inspección dimensional--上刷粉: Polvo del cepillo superior--下刷粉: Polvo del cepillo inferior-- NG收料: Recepción NG-- OK 收料: Recepción OK
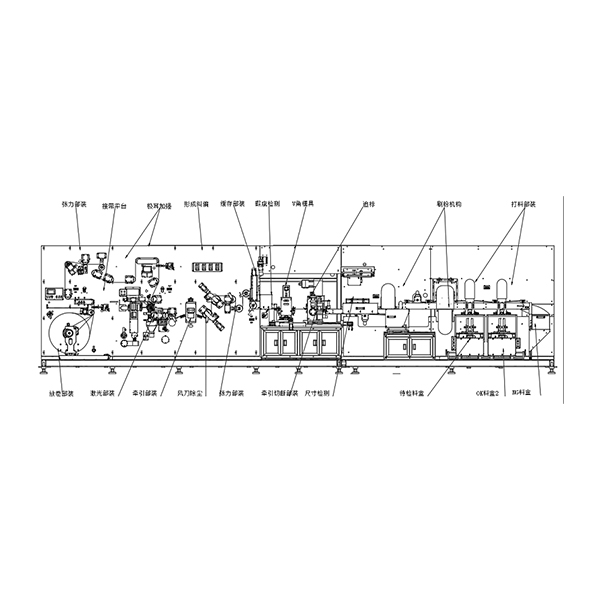
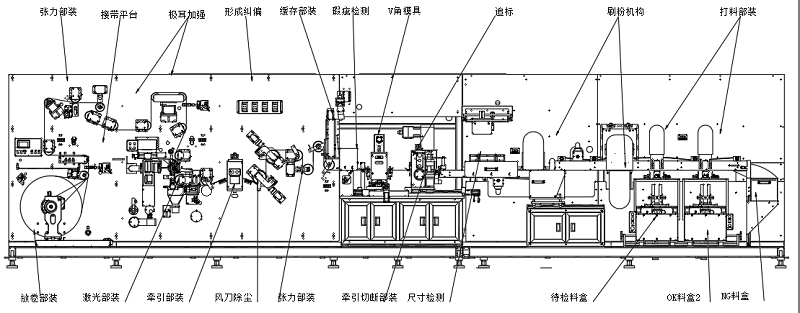
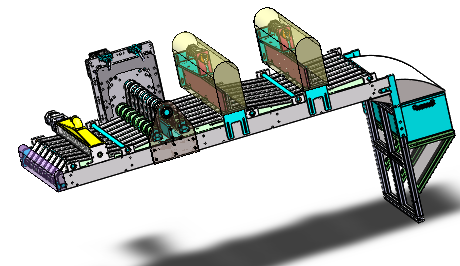
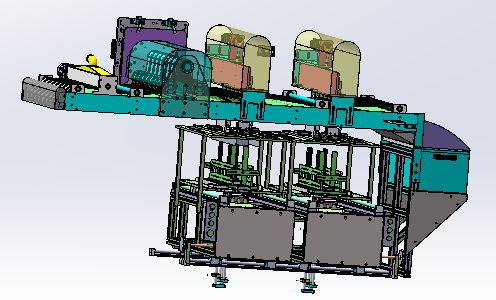
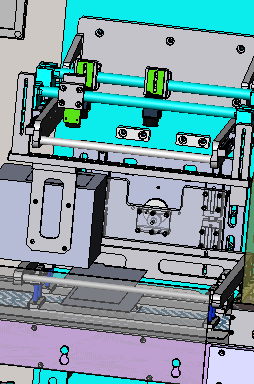
1.3 Diagrama del equipo: (desenrollador simple)
Tamaño del equipo : 9000X2100X2600mm
张力部分: Sección de tensión
接待平台: Plataforma de recepción
极耳加强: Refuerzo de lengüeta
形成纠偏: Rectificar una desviación
缓存部件: Componentes de almacenamiento en caché
瑕疵检测: Detección de defectos
V角模具: molde de ángulo en V
Traducción: rastreo
刷粉机构: Mecanismo de cepillado
打料部件: Piezas de materiales
放卷部件: Componentes de desenrollado
激光部件: Componentes láser
风刀除尘: Eliminación de polvo con cuchilla de viento
张力部件: Componentes de tensión
牵引切断部件: Componentes de corte de tracción
尺寸检测: Inspección dimensional
待检料盒: Caja de material a inspeccionar
OK料盒: Caja de material OK
Caja de materiales NG : Caja de materiales NG
1.4 Características del equipo :
1) Mecanismo de alimentación de un solo rollo: Cada eje puede alimentarse con un diámetro máximo de 700 mm . El eje de expansión neumático adopta un diseño especial para reducir la fricción entre la bobina y el eje, ahorrando mano de obra y tiempo, y facilitando y agilizando la sustitución del material. El desenrollado automático es accionado por un servomotor, controlado por un programa. El cambio de tamaño de la bobina de la pieza polar se calcula mediante el algoritmo de diámetro de la bobina para determinar si la pieza polar está a punto de agotarse. Cuando la bobina se agota, la máquina emite una señal de alarma y se detiene automáticamente.
2) Mecanismo de tracción: Se utiliza el mecanismo de tracción servo patentado, con una precisión de tracción de ± 0,2 mm.
3) Mecanismo de almacenamiento de material: Al adoptar un accionamiento servo+módulo y un amortiguador de tensión coordinada, puede garantizar un desenrollado continuo durante el troquelado, mejorar la eficiencia de producción y garantizar la precisión del dibujo del material.
4) Cuchilla de corte de polos: Adopta un mecanismo de corte patentado, con mínima pérdida de polvo y rebabas. Además, el dispositivo puede ajustar la posición de la herramienta de corte según el tamaño del electrodo mediante un servomotor, lo que mejora la precisión del ancho del electrodo.
5) Función integrada: Esta máquina puede integrar funciones de detección CCD y cepillado de polvo de electrodos para mejorar la tasa de utilización de toda la máquina.
6) Método patentado de eliminación de polvo: reduce la contaminación secundaria del polvo y evita eficazmente daños al electrodo al cepillar el polvo.
7) Troquelado láser de orejas de electrodos: reduce en gran medida el coste de formación de placas de electrodos.
8) Cuando se encuentra con troqueles de cinta y cuchillas de corte, se utiliza la evitación automática para reducir los daños a los moldes y cuchillas de corte causados por la cinta.
9) Uniformidad de recepción de material: En el modo de alimentación servo polar, la uniformidad de recepción de material es de ± 1.
10) Controlar el polvo en diferentes áreas del equipo, aumentar la eficiencia del sistema de filtración FFU dentro del equipo y hacer que el polvo dentro del equipo alcance los 100000 niveles.
11) Dos puertos de red están reservados para la función de comunicación MES.
1.5 Patentes que posee esta máquina :
SN
Tipo
Artículo
Número de patente
Observación
1
Modelo de utilidad
Nuevo eje de expansión de gas
201620345969.7
2
Modelo de utilidad
Un dispositivo de almacenamiento en caché
201521104998.6
3
Modelo de utilidad
Una matriz de perforación para placas de electrodos de batería
201520310309.0
4
Modelo de utilidad
Un mecanismo de transmisión de tracción
201521104997.1
5
Modelo de utilidad
Dispositivo de limpieza de polvo con cepillo de poste
201620345992.6
6
Modelo de utilidad
Dispositivo de corte de electrodos mejorado
201621169384
Ⅱ 、 El equipo puede adaptarse a los materiales entrantes y las especificaciones del producto.
2.1 Adaptarse a las especificaciones de tamaño del material entrante
SN
Artículo
Parámetros
1
Ancho del material
150-550 mm ( incluye pestañas )
2
Espesor del material
60-300 um
3
Diámetro interior del tambor de entrada
6 pulgadas
4
Diámetro exterior/peso del material entrante del electrodo
≤700 mm/≤500 kg
5
Método de recubrimiento y requisitos de daños
Recubrimiento continuo, con un lado fuera de la oreja del poste y daño en la oreja del poste menor a 0,5 mm
6
Uniformidad del bobinado del material entrante
≤±3 mm
7
Altura del borde de la ola entrante
≤0,5 mm
8
Error de ancho del recubrimiento entrante
≤±0,5 mm
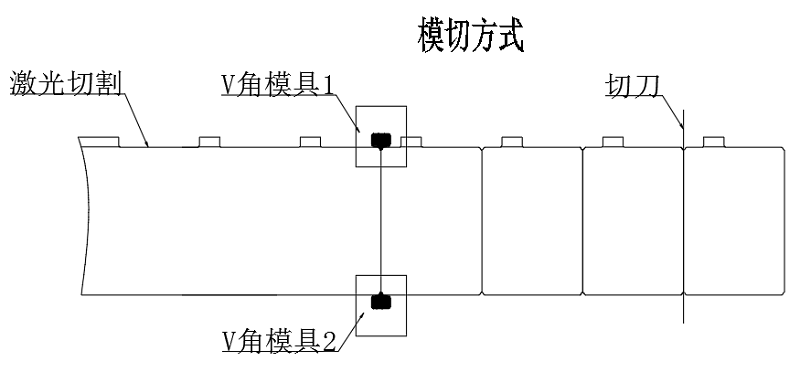
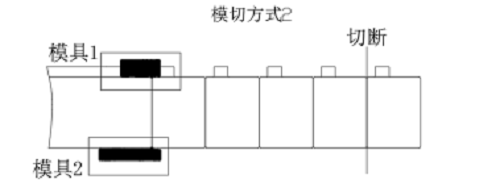
2.2. Método de troquelado de electrodos
Método de troquelado opcional que tiene un sistema de recorte de bordes.
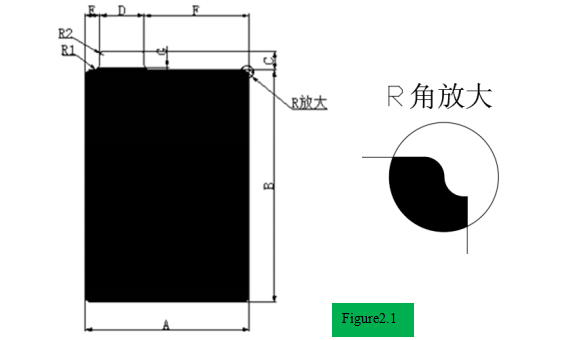
2.3 Formulario de confirmación de información del tamaño del producto
Modelo
Cátodo
Ánodo
Tamaño de la pestaña
Distancia de centancia de tabulación
Filete R
L B
W A
L B
W A
3
3
3
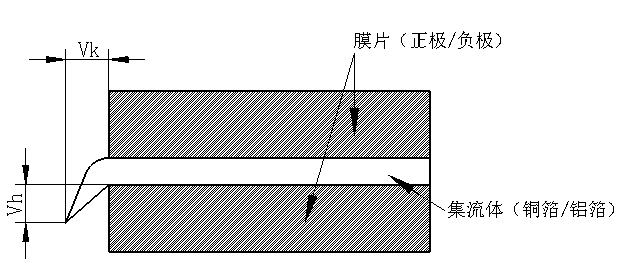
2.4 Rebaba de pestaña (ver Figura 2.2)
(Molde de hardware) Rebaba plana Vk (Rebaba de metal) ≤10 um
Rebaba vertical Vh (rebaba metálica) ≤15 um
(Láser) Rebaba plana Vk (Rebaba metálica) ≤15 um
(Láser) Rebaba vertical Vh (Rebaba metálica) ≤18 um
Ⅲ 、 Parámetros técnicos del equipo
SN
Artículo
Parámetros
Observación
1.
Longitud del electrodo
150-550 mm ( incluye pestañas )
2.
Ancho del electrodo
80 ~265 mm
3.
Diámetro interior del tambor de alimentación
6 pulgadas
4.
Diámetro exterior de la alimentación
≤700 mm ( rollo único )
5.
Velocidad de producción de equipos
Ancho (80-120 ) ≥120 PPM
Ancho (120-180 ) ≥90 PPM
Ancho (180-265 ) ≥60 PPM
6.
Precisión del tamaño del electrodo
±0,2 mm
7.
Perla disuelta
≤10 um
8.
Zona afectada por el calor
Cátodo ≤100um Ánodo ≤120um 、
9.
Fuga de metal
≤50 um
10.
Vida útil del cuchillo
Usar ≥ 1 millón de veces después de cada reparación de molde
Número de reparaciones de molde ≥ 10 veces, vida útil total ≥ 10 millones de veces
11.
Uniformidad de recepción de material en la caja de material
±0,5 mm
12.
Ruido del equipo
≤75 db (Distancia de la máquina : 1M )
13.
Detección CCD dimensional
Precisión ±0,15 mm
14.
Detección de CCD defectuoso
Error de juicio = 0, Error de juicio ≤ 0,3 %
Relacionado con la situación del material entrante
15.
Fuente de alimentación del equipo
CA 400 V, trifásica 50 Hz
Potencia de arranque ≤ 35Kw
Potencia de funcionamiento ≤ 20Kw
dieciséis.
Fuente de aire del equipo
Aire comprimido 0,5-0,6 Mpa
Consumo de gas: 800L/min
17.
Tamaño del equipo
Aproximadamente 9000×2100×2600 ( máquina principal )
18.
Color
Gris cálido estándar 1C, se requiere carta de colores si lo solicita el cliente
19.
Peso del equipo
Alrededor de 8000 kg
20.
Tarifa calificada
≥9 9 .8 %
21.
Tasa de fallas del equipo
≥1,5%
22.
Adaptarse a la temperatura ambiente
0-50 °C
IV . Composición y función de los componentes principales
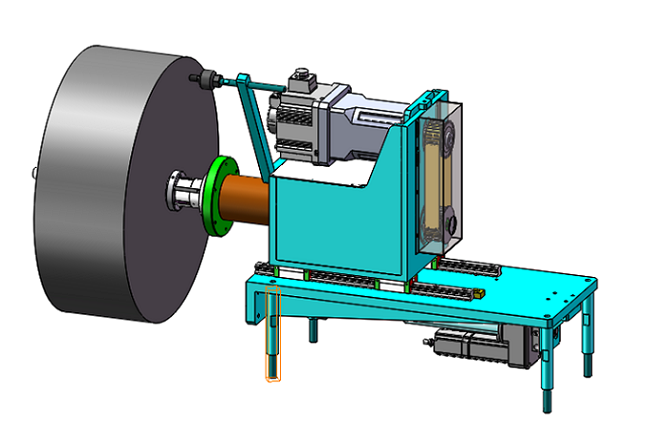
4.2.1 Módulo de desenrollado
Ø El mecanismo de desenrollado adopta un conjunto de estructura de eje inflable de 6 pulgadas, con un diámetro máximo de la bobina del poste de φ 700 mm .
Ø La dirección de desenrollado puede ser en sentido horario o antihorario;
Ø Durante la carga, hay un lápiz de fibra óptica con un solo carácter para ayudar en la posición de posicionamiento de la carga de la bobina del polo;
Ø El mecanismo de desenrollado está diseñado con corrección de desenrollado, con una precisión de corrección de ≤ ± 0,2 mm y una carrera de corrección de ± 50 mm;
4.2.2 Mecanismo de encintado
Ø Equipado con una plataforma de empalme de material en bobina y líneas de marcado auxiliares para un empalme manual conveniente;
Ø Hay una caja de recolección de polvo en la posición de corte, que se recoge y limpia mediante extracción de presión negativa;
4.2.3 Mecanismo de tensión :
Ø Control sincrónico de la velocidad del rodillo oscilante, la señal de detección del potenciómetro se envía al PLC y el PLC controla la velocidad del servomotor;
Ø PLC + cilindro de baja fricción + válvula proporcional controlada eléctricamente para ajustar la tensión, con un rango de tensión de 10-150 N y funcionamiento estable con fluctuación de tensión de ≤ 5 %;
4.2.4 . Corrección de procesos
Ø La corrección del proceso adopta un módulo de corrección, que tiene una alta precisión de corrección y una operación simple; La compensación de corrección de desviación se puede realizar manualmente haciendo clic en el botón del módulo para garantizar la precisión general de corrección de desviación y desenrollado;
Ø Precisión de corrección de desviación del proceso ≤ ± 0,1 mm, carrera de corrección de desviación ± 20 mm;
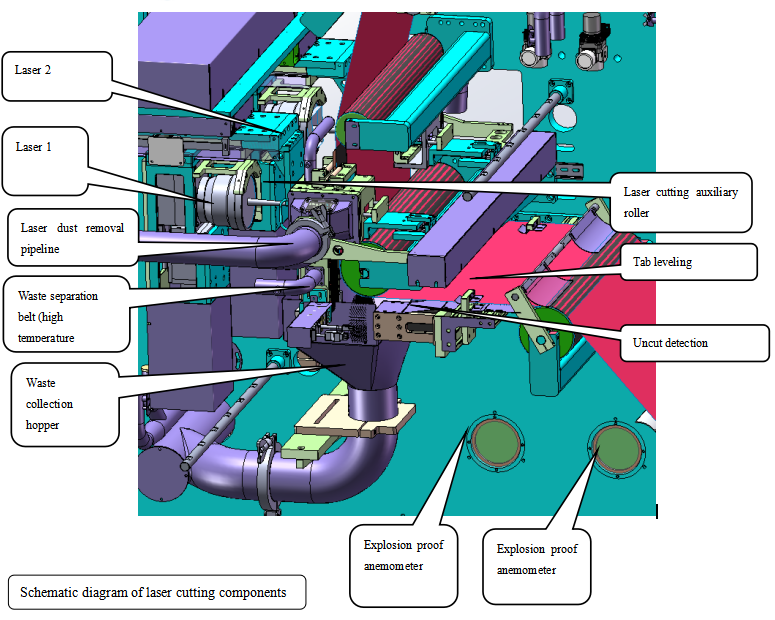
4.2.5 Módulo de troquelado láser :
Láser de fibra de 1,250 W, ancho de pulso ajustable, estabilidad de potencia del láser <5 %
2. Precisión de ajuste de la distancia focal del láser ± 0,01 mm
3.La precisión de posicionamiento repetido del galvanómetro es de ± 0,02 mm.
4.El ángulo de corte mínimo R es mayor o igual a 1
5.Sistema de corte láser de doble estación
6. Tamaño de corte preciso, pestaña no adhesiva y lados de oreja sin polos instalados con detección de inducción de corte fallido y sin corte.
7. Durante el desenrollado de la pieza de electrodo , se pueden detectar defectos en el material entrante, lo que permite detectar la cinta entrante y la conexión rota de la cinta de la máquina. Tras detectar la cinta, se puede configurar el corte normal o el corte por saltos. Tras el corte por saltos, se puede ajustar la distancia entre la posición de la primera pestaña y la posición de conexión para optimizar el uso del material.
8. Toda el área de corte está protegida por una cubierta antipolvo semicerrada, y el área de corte láser cuenta con una estructura cerrada independiente de dos etapas. El polvo generado durante el proceso de corte se aspira directamente mediante una aspiradora de presión negativa, con una velocidad de viento de diseño de ≥ 20-25 m/s (ajustable) y monitorización en tiempo real de la velocidad del viento.
9. Protección láser: La ventana de observación de la cubierta exterior del estudio de corte láser adopta una placa de protección láser.
10. Los residuos generados por el corte láser son recogidos por el compactador, y entran al compactador a través de la tubería de residuos sin afectar el corte continuo.
11. Se utilizan tubos metálicos para la eliminación de polvo a 1 metro de la posición de corte del láser, mientras que se utilizan tubos ignífugos para tubos no metálicos.
12. El sistema de control de corte por láser tiene dos modos de corte: espaciado igual y espaciado desigual, que se pueden cambiar libremente y configurar con parámetros.
13. Con la tecnología de control PSO, puede controlar con precisión la cantidad de energía puntual y emitirla en la posición designada. El control de conversión de frecuencia láser evita el sobrecorte o el corte continuo, y controla eficazmente las rebabas y las zonas afectadas por el calor.
4.2.6.Mecanismo de almacenamiento de material
Ø El uso de servo + tornillo de precisión como amortiguador para el accionamiento y la coordinación de la tensión puede garantizar un desenrollado continuo durante el troquelado, mejorar la eficiencia de producción, garantizar una tensión estable y garantizar la precisión del dibujo del material.
Ø El tambor está hecho de materiales livianos, lo que reduce el momento de inercia del tambor de almacenamiento, mejora la precisión del dibujo y la estabilidad del equipo.
Ø El rodillo está diseñado con fibra de carbono.
Ø El método de control adopta el control de superposición de leva electrónica.
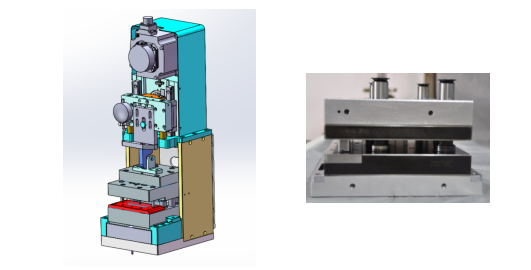
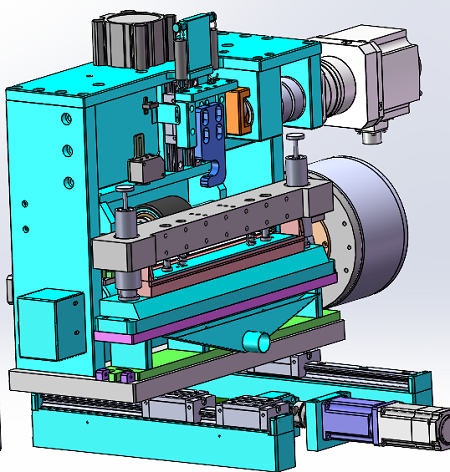
4.2.7.Mecanismo de punzonado en ángulo en V
Ø Se utilizan dos juegos de formas de corte y punzonado en ángulo en V para completar la formación de la pestaña ;
El módulo de punzonado del molde tiene una función de corrección automática de desviación, que detecta la posición de las piezas polares a través de sensores y ajusta las posiciones internas y externas del molde en tiempo real para garantizar que la altura y el tamaño del punzonado de la pieza polar sean consistentes; Se utilizan 2 sensores de código de color para la detección de cinta lateral positiva y corte salteado.
Ø Equipado con rejillas de seguridad, cuando el equipo esté en funcionamiento, el equipo de rejilla debe apagarse inmediatamente para evitar que ocurran accidentes de seguridad;
La placa inferior del molde está hecha de mármol, lo que mejora su planitud y garantiza que el molde no se deforme después de la instalación. La planitud es de 0,01 mm.
Ø Se utiliza un posicionamiento rápido entre el molde y la placa base del molde, lo que hace que el desmontaje y el montaje sean fáciles y el tiempo de reemplazo del molde sea inferior a 0,5 horas;
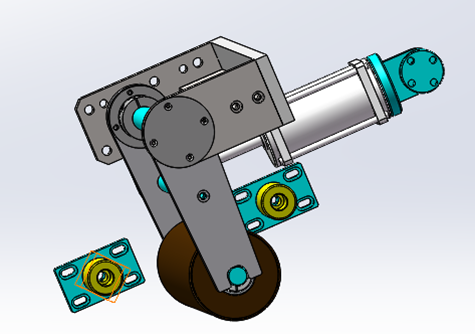
4.2.8. Mecanismo de tracción
Ø Se adopta un mecanismo de tracción servo patentado, con una velocidad de tracción máxima de 60 m/min y una precisión de tracción de ± 0,2 mm.
El rodillo de tracción está fabricado con EPDM y cuenta con un eje. Durante el funcionamiento normal del equipo, no se acumula polvo ni partículas en la superficie, lo que garantiza que la superficie del electrodo sea plana y libre de defectos como rayones.
Ø Los rodillos superior e inferior están recubiertos con adhesivo y tienen una dureza de 90 grados para mantener un ajuste perfecto.
Ø El material de arrastre es un rodillo de acero HV750 con cromado duro grueso y rectificado y pulido de precisión, con una rugosidad de Ra0.2.
Ø El rodillo superior está comprimido por un cilindro para garantizar la precisión del tamaño del poste.
Ø Modo de accionamiento superior e inferior de la herramienta de corte: accionamiento por servomotor con mecanismo de leva.
Ø Borde: Fabricado en acero de tungsteno G5 importado
Ø El tiempo de sustitución no debe ser superior a 0,5 horas.
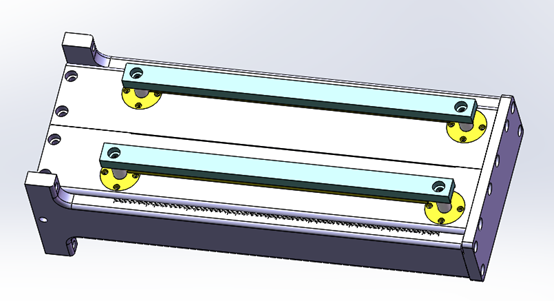
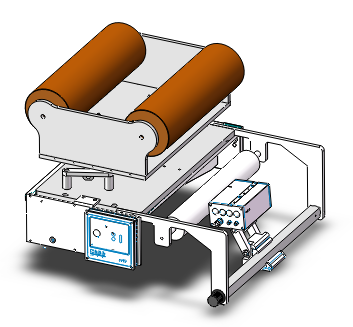
4.2.9 . Mecanismo de cinta transportadora
A : Cinturón superior :
Mecanismo de la correa superior
Ø Impulsado por un servomotor, la curva de movimiento de accionamiento está controlada por una leva electrónica inferior acelerada uniformemente, con el movimiento más suave y el menor impacto.
Ø Perfore un orificio de 3 mm en la correa para generar presión negativa y succionar la pieza del electrodo a través del orificio de la correa.
Ø El cuero tiene una función de limpieza automática con cepillo y el cinturón está hecho de un material especial con un fondo de PVC PU de 1,5 mm de espesor.
Ø CCD de detección de tamaño integrado y función de eliminación de polvo en la superficie superior.
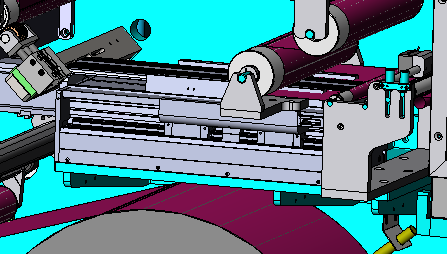
B Cinturón inferior :
Ø Impulsado por un servomotor, la curva de movimiento de accionamiento está controlada por una leva electrónica inferior acelerada uniformemente, con el movimiento más suave y el menor impacto.
Ø Se perfora un orificio de 3 mm en la correa de 1,5 mm de espesor para generar presión negativa a través del orificio de la correa, que atrae las piezas polares y las divide en múltiples piezas.
Ø El cuero tiene una función de limpieza automática con cepillo y el cinturón está hecho de un material especial con una superficie de PU y una base de PVC.
Ø Funciones integradas de corte de electrodos y eliminación de polvo de la superficie inferior en la parte superior.
La superficie del electrodo elimina oportunamente los residuos, el polvo, etc., generados durante el proceso de punzonado. El sistema de recolección y filtración de polvo garantiza que este no se disperse en el área circundante del equipo.
Ø Ruido del sistema de eliminación de polvo : ≤75db
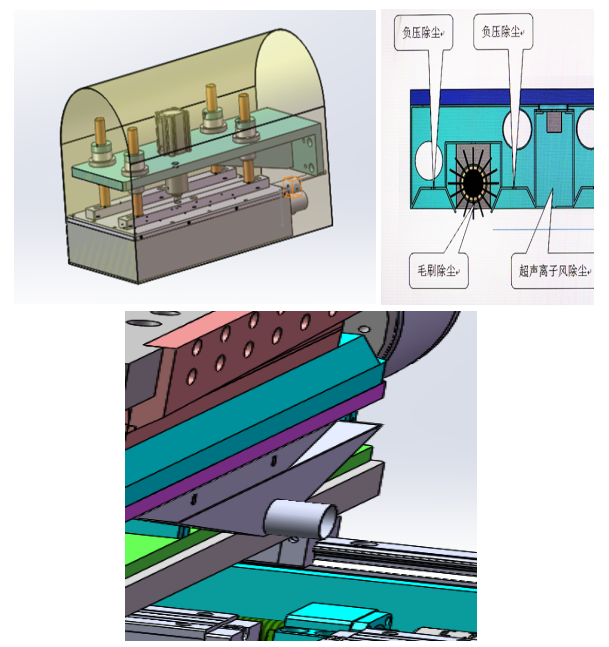
Ø El dispositivo de limpieza adopta eliminación de polvo centralizada.
Ø Para eliminar el polvo se utiliza un potente mecanismo de eliminación de polvo que combina soplado de iones y succión.
Ø El mecanismo de cepillado de polvo está equipado con 10000Gs de fuerte magnetismo para la eliminación de polvo que contiene polvo magnético.
Ø Limpie el polvo de la superficie del electrodo mediante succión en el punto de desenrollado.
Ø El troquelado genera polvo por succión a través del hueco inferior y presión negativa.
Ø Debajo de la cuchilla de corte, el polvo es aspirado mediante succión.
Ø Limpie el polvo acumulado en el electrodo con un cepillo.
4.2.11 .Dispositivo receptor de electrodos
Las piezas de electrodo se introducen automáticamente en la caja de material mediante la cinta transportadora, la cual está equipada con elevadores automáticos y alarmas de llenado de material. Además, cuenta con un mecanismo de amortiguación polar .
Ø Las piezas de electrodo después de la perforación se apilan automáticamente dentro de la caja de material y el proceso de apilamiento no choca con los bordes de las piezas de electrodo .
Ø Las piezas del electrodo de la caja de material están limpias: ≤ ± 0,5 mm. La placa del electrodo no toca el borde de la caja de material durante la caída del material.
Ø Método de eliminación de las placas polares: utilizando una cinta transportadora para descargarlas y adsorberlas en la cinta.
Ø Control de altura de apilamiento de electrodos : El motor paso a paso controla la cantidad de piezas de electrodos apiladas.
Ø Instalar un botón de parada de emergencia obligatorio en una posición razonable en el área de descarga del electrodo.
Ø Las placas de electrodos defectuosas se descargan automáticamente y se proporcionan otros diseños antibanda, como emitir una alarma por 3 piezas consecutivas de tamaño defectuoso y detener la máquina por 5 piezas consecutivas.
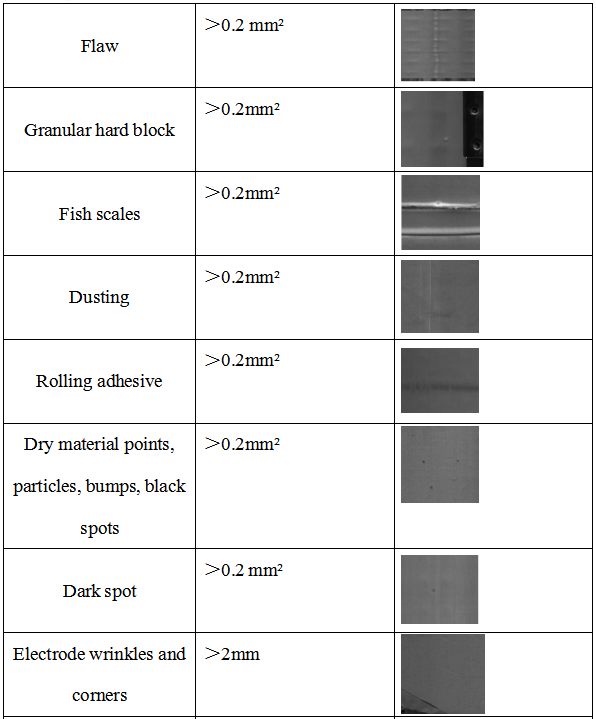
4.2.12. Detección de defectos
Cuando el electrodo pasa por el rodillo, una cámara de matriz lineal escanea la superficie del electrodo fila por fila y la concatena para obtener una imagen completa. Un algoritmo específico de detección de imágenes analiza y calcula las características de la imagen. Con base en los indicadores predefinidos de cada parámetro de defecto, el software emite una señal de aprobado/rechazado, y el electrodo defectuoso es eliminado automáticamente por el mecanismo de eliminación de producto defectuoso .
Ø Utilizando dos cámaras industriales en blanco y negro de matriz lineal de 16 K de alta velocidad y una fuente de luz lineal de alto brillo con una longitud efectiva de 400 mm, se puede detectar que el ancho del electrodo es de 400 mm.
Todos los datos de defectos detectados en las caras frontal y posterior del electrodo de monitoreo CCD se pueden exportar directamente a un documento CSV. Los parámetros de prueba estándar (prevalecerán los parámetros reales del proceso), con un error de juicio de 0, un error de juicio ≤ 0,5 % y una diferencia de escala de grises no inferior a 30.
Ø La inteligencia artificial identifica los productos defectuosos y los categoriza.
4.2.13. Mecanismo de detección de tamaño CCD
Al tomar fotografías de la placa del electrodo con un sensor CCD, se puede detectar la altura de la banda del electrodo y la lámina expuesta, incluyendo la longitud, la distancia desde la banda del electrodo hasta el borde, el ancho y el ángulo de la placa. La precisión de detección es de ± 0,1 mm, con un error de medición de 0 y un error de medición de ≤ 3 ‰.
Ø Utilizando una cámara industrial de matriz para detección.
Ø Al adoptar un esquema de detección de fuente de luz de fondo, el esquema de iluminación de la fuente de luz de fondo puede mejorar la precisión de detección;
Ø Antes de la inspección de tamaño, hay un mecanismo de presión para aplanar la placa del electrodo para evitar errores de detección causados por una mala adsorción;
Ø Los elementos de inspección de tamaño incluyen: ancho del electrodo, altura, ángulo, ancho del hombro del electrodo, material de la cinta del electrodo, etc.
4.2.14 . Sistema de control
Compuesto por 1 juego de PLC, 1 pantalla táctil de 15 pulgadas y otros componentes eléctricos; La adopción de la conexión de bus reduce la cantidad de cables y hace que la conexión de la caja eléctrica sea más concisa y estéticamente agradable.
4.2.15.Cubierta del rack
Ø El bastidor está fabricado con tubos de acero cuadrados de alta resistencia soldados y la superficie está pintada.
Ø El equipo está equipado con cubiertas antipolvo fabricadas en aleación de aluminio o chapa metálica y vidrio orgánico.
Ø La parte superior de la cubierta exterior está equipada con una unidad de filtrado FFU para suministrar aire al interior de la máquina, que, en conjunto con un aspirador, hace circular y hacer fluir el aire dentro de la máquina.
Ø La limpieza interna de la cubierta del equipo debe ser ≥ 100000 niveles.

















 IPv6 network supported
IPv6 network supported


