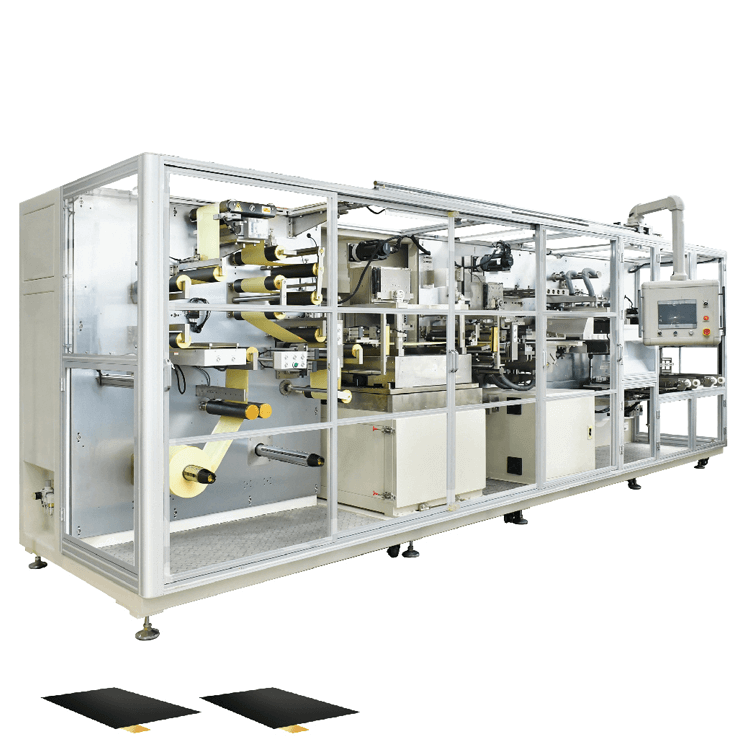
Máquina punzonadora/estampadora automática para la formación de electrodos de celdas prismáticas
I. Introducción del equipo
1.1 Descripción de funciones
Esta máquina es adecuada para la formación automática de electrodos de ánodo y cátodo de celdas prismáticas (recubiertos continuamente con pestañas completas ), mediante el método de punzonado de molde metálico. La bobina del electrodo se instala manualmente en el eje inflable del equipo, que se desenrolla automáticamente y corrige las desviaciones. La tensión de la película del electrodo se controla mediante un sistema de control de tensión. Tras la corrección secundaria EPC, la calidad de la apariencia de los lados positivo y negativo se detecta mediante CCD. El mecanismo de alimentación arrastra la película del electrodo a la posición de punzonado y corte para perforar y cortar las pestañas y las rebanadas. La película del electrodo transportador se transfiere a través de una cinta receptora de vacío, y el tamaño de cada película se detecta mediante fotografía CCD. Las superficies superior e inferior del electrodo se tratan con eliminación de polvo por viento iónico y eliminación de hierro, y los productos defectuosos se retiran automáticamente al contenedor de desechos. Los productos calificados se recogen en el contenedor de material terminado, y cuando este está lleno, se conecta automáticamente a la línea transportadora de cajas de material. Las cajas de material vacías se reponen automáticamente.
Parámetros de especificación del producto
1.2 Especificaciones del material entrante :
Material de especificaciones
| Material | Longitud mm | Ancho mm | Espesor eh | IDENTIFICACIÓN mm | Sobredosis máxima mm |
Electrodo de cátodo | Hoja | 6 0 ~ 11 0 | 110 ~ 18 0 | 100 ~ 20 0 | ---- | ---- |
Electrodo de ánodo | Hoja | 6 0 ~ 11 0 | 110 ~ 18 0 | 8 0 ~ 18 0 | ---- | ---- |
Pestañas catódicas | ---- | 10 ~3 5 | 10 ~ 5 0 | 7 ~ 12 | ---- | ---- |
Pestañas anódicas | ---- | 10 ~3 5 | 10 ~ 5 0 | 6 ~ 1 0 | ---- | ---- |
Separador | Rollo | ---- | 60 ~ 110 | 1 0 ~ 3 0 | φ76,2 | φ3 5 0 |
Cinta | Rollo | ---- | 10 ~ 3 0 | 15 ~ 50 | φ76,2 | φ150 |
1.3 Requisitos de material entrante :
SN | Artículo | Especificación |
1 | Ancho de entrada | 6 0 ~ 11 0 mm ( sin pestañas ) |
2 | Espesor del material entrante | 60-200 um |
3 | Diámetro interior de las bobinas entrantes | 3 pulgadas |
4 | Diámetro exterior/peso del material entrante del electrodo | ≤ 70 0 mm/≤ 30 0 kg |
5 | Método de recubrimiento y requisitos de daños | Recubrimiento continuo, con un lado fuera de la pestaña y daño en la pestaña menor a 0,5 mm |
6 | Uniformidad del bobinado del material entrante | ≤± 2 mm |
7 | Altura del borde de la ola entrante | ≤0,5 mm |
8 | Error de ancho del recubrimiento entrante | ≤±0,5 mm |
1.4 Capacidades técnicas del equipo
Artículo | Especificación |
PPM | ≥ 220 ppm |
Tamaño de la rebaba | Rebaba lateral Va ≤ 12 μ M (Colocación horizontal del electrodo: más allá de la cara final de la lámina) Rebaba longitudinal Vb ≤ 12 μ M (colocación vertical de la pieza polar: la distancia más allá del centro de la pieza polar longitudinal); |
Tasa de detección de errores del CCD | ≤ 0,5 % (Utilizando el número de electrodos como denominador) |
Tasa de detección de fallos del CCD | ≤0 |
Precisión de detección del CCD dimensional | ±0,1 mm |
Vida útil del moho | 1. Un solo electrodo positivo ≥ 1,2 millones de veces y un electrodo negativo ≥ 1,2 millones de veces pueden reparar el molde 10 veces; |
Vida útil del cuchillo | 1. Un solo electrodo positivo ≥ 1,2 millones de veces y un electrodo negativo ≥ 1,2 millones de veces pueden reparar el molde 10 veces; |
Precisión de corte | Precisión de ancho : +0,0/- 0,3 mm ; Precisión del ancho de la pestaña , ±0,15 mm ; |
Precisión de recepción de la caja de material | +/- 1 mm |
Tasa de aprobación | ≥ 99% (Defectos causados únicamente por la máquina) |
Tasa de utilización | ≥ 9 8 % ( Defectos causados únicamente por la máquina ) |
II. Descripción del componente de configuración
2.1 Mecanismo de desenrollado automático
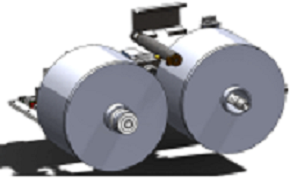
2.2 Función :
Alimentación manual, utilizando un eje inflable para fijar el material de la bobina del poste, y el eje de alimentación es impulsado por un servomotor para desenrollar activamente y corregir automáticamente la desviación;
2.3 Configuración y parámetros :
1. Incorpora un eje inflable para el desenrollado, accionado por un servomotor y un reductor de precisión para un desenrollado activo. El eje de desenrollado se ajusta en incrementos de 3 pulgadas, con un diámetro máximo de desenrollado compatible de 700 mm.
2. La corrección de desenrollado adopta sensores de corrección de alta sensibilidad importados, servomotores y accionamientos de tornillo, corrección en tiempo real, carrera de corrección +/- 50 mm, precisión de corrección: +/- 0,15 mm;
3. La altura de alimentación es de 800 mm y el eje inflable está equipado con una rueda guía deslizante, que es conveniente para que los operadores la operen;
4. Equipado con una línea láser para calibrar la posición del borde del rollo de poste, lo que hace que sea conveniente para los operadores alinearse al reemplazar el rollo de material;
5. Tiene la función de calcular el diámetro de la bobina del programa. Cuando el material restante de la bobina alcanza el valor establecido, el programa emite una alarma para recordar que el material restante es insuficiente y debe reemplazarse.
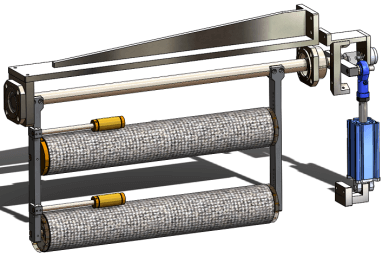
2.4 Plataforma de conexión de cinta manual
2.5 Función :
Se utiliza para comprimir las tiras de electrodos en ambos extremos y cortar y pegar manualmente la cinta al reemplazar la bobina de la tira de electrodos.
2.6 Configuración y parámetros :
1. Utilice un cilindro para apretar ambos extremos de la pieza polar antes de conectar manualmente la tira. La superficie de contacto entre el bloque de presión y la tira del electrodo es de material no metálico, lo que no dañará la trayectoria de la tira.
2. La plataforma de recepción de cinta está equipada con marcas de escala para facilitar la alineación y nivelación durante la recepción de la cinta;
3. La parte inferior de la ranura de corte está equipada con un mecanismo de eliminación de polvo de presión negativa, que puede absorber el polvo después del corte y evitar la contaminación secundaria de la cinta de material;
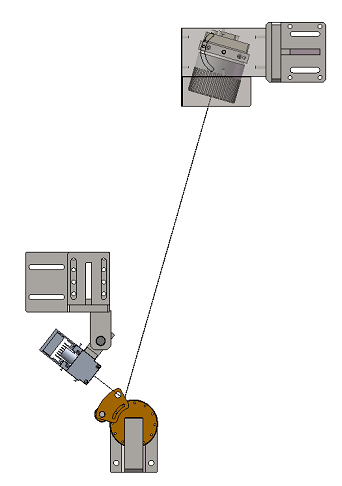
III、Mecanismo de corrección de procesos
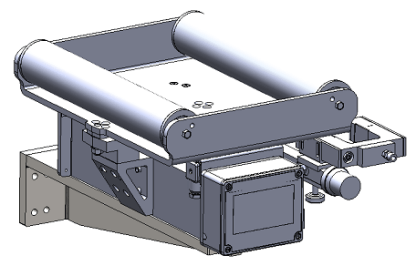
3.1 Función :
Utilizando correctores de marcas reconocidas a nivel nacional para lograr una corrección en tiempo real de la tira durante la operación, asegurando una posición consistente de la tira durante el desenrollado continuo;
3.2 Configuración y parámetros :
1. Adoptando un sistema de corrección de desviación de marca reconocida en la industria, se realizan detección, control y visualización en tiempo real para corregir la desviación horizontal del borde del recubrimiento del electrodo durante el proceso de movimiento de la tira en tiempo real;
2. Corrección de desviación de carrera X, Y:+/-10, R:+/-5°;
3. Precisión de corrección de desviación : +/-0,1 mm ;
4. Ancho de corrección : ≥120 mm ;
Ⅳ.Mecanismo de tensión
4.1 Función :
La estructura utiliza un cilindro de baja fricción con varilla oscilante, controlado por una válvula proporcional eléctrica para lograr una tensión constante de la correa. La tensión se puede ajustar.
4.2 Configuración y parámetros :
1. Adopta un cilindro de baja fricción y una estructura de varilla oscilante, controlado por una válvula proporcional eléctrica para lograr una tensión constante de circuito cerrado;
2. El rodillo adopta un tratamiento de pulido de superficie de rodillo de fibra de carbono, equipado con cojinetes de baja fricción de alta velocidad, para reducir la resistencia de la correa; ;
3. Tensión de la correa: 0-200 N, fluctuación de tensión: +/- 5 %
Ⅴ、Placa de electrodo sobre rodillo
5.1 Función:
Se utiliza para el transporte de transición de la tira durante el proceso de desenrollado de los materiales de la bobina del electrodo;
5.2 Configuración y parámetros :
1. El rodillo de electrodos está fabricado con aluminio y resina endurecedora recubierta de fibra de carbono y oxidación dura marrón, con una rugosidad superficial superior a Ra0.6. Todos los rodillos se someten a pruebas de equilibrio dinámico y estático.
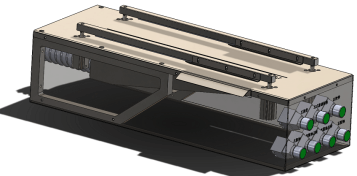
Ⅵ. Caché de láminas de electrodos
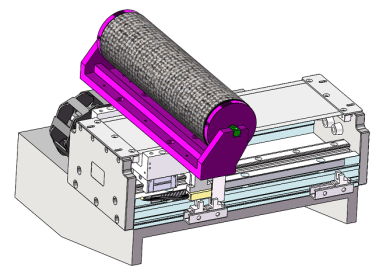
6.1 Función :
Cuando el molde se está cortando, el mecanismo de caché absorbe la tira liberada durante este período de tiempo, logrando la función de desenrollado continuo;
6.2 Configuración y parámetros :
1. Utilice el módulo servo para almacenar en caché activamente, lo que garantiza un desenrollado continuo durante el troquelado, estabiliza la tensión, mejora la eficiencia de producción y garantiza la precisión del dibujo;
2. El tambor está hecho de fibra de carbono, lo que reduce el momento de inercia del tambor de almacenamiento, lo que garantiza la precisión de la tracción del material y la estabilidad del equipo;
3. Longitud del electrodo de caché: ≥ 300 mm
4. Precisión de posicionamiento: ± 0,1 mm
VIII. Instituciones de detección de defectos
7.1 Función :
Realizar la detección de defectos en las superficies positivas y negativas del electrodo, emitir señales NG y registrar datos del producto defectuoso;
7.2 Configuración y parámetros:
1. Utilice una cámara de escaneo lineal para detectar defectos superficiales en los lados frontal y posterior del electrodo, registre los datos del producto defectuoso y guárdelos en una computadora;
2. Precisión de píxeles : +/- 0,05 mm
3. Área mínima de detección : ≤ 0,5 mm²
4. Tasa de error : ≤ 0,5 %
5. Tasa de fuga: 0
6. Se pueden guardar los ajustes de parámetros correspondientes para diferentes tipos de electrodos y las imágenes de detección se pueden ver en la pantalla;



















 IPv6 network supported
IPv6 network supported


