Máquina de soldadura por puntos láser
1. Descripción general del equipo
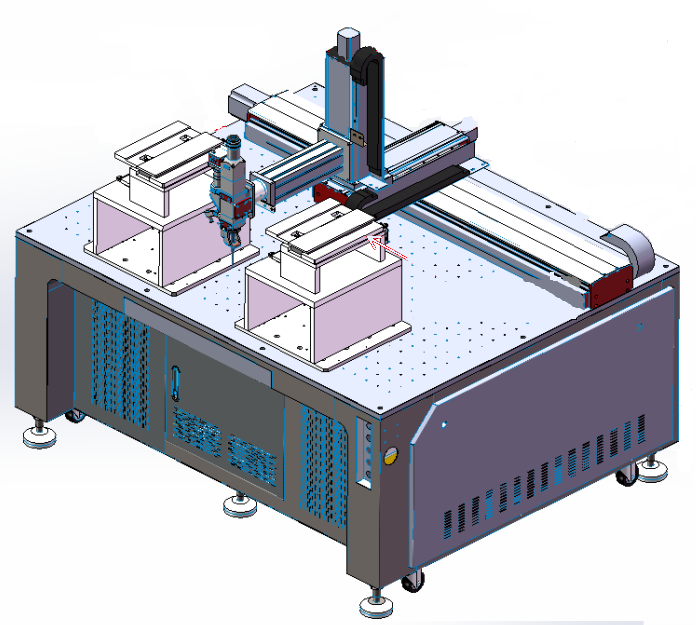
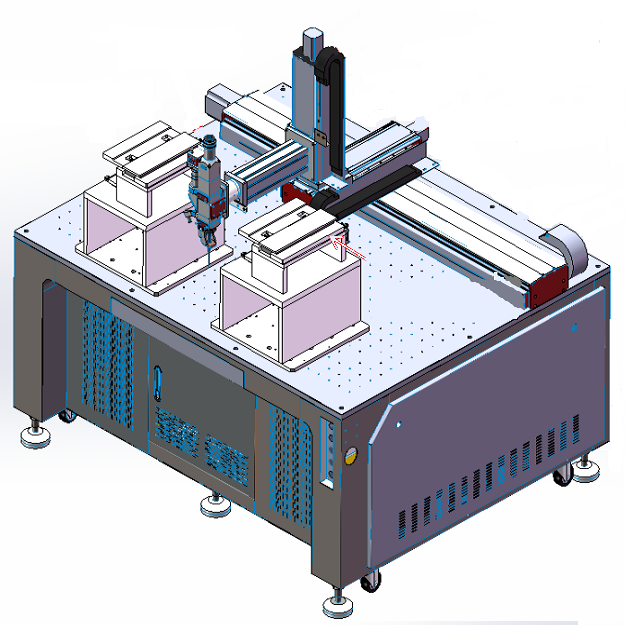
Este equipo se utiliza para la soldadura de sellado y la soldadura de orificios por inyección de líquido en la cubierta superior de una batería prismática . Es un equipo semiautomático. La cubierta superior del material entrante se encaja manualmente en la carcasa de aluminio. Tomando la superficie de sellado de la batería como referencia superior, se posiciona desde la parte superior de la placa inferior de la celda. Tras la soldadura láser, se inspecciona y evalúa manualmente. Este equipo permite cambiar rápidamente el accesorio y es apto para soldar diversos modelos de productos.
2. Parámetros básicos
1. Lista de equipos
SN | Artículo | Cantidad | Observación |
1. | Láser de soldadura | 1 juego | |
2. | Unión soldada | 1 juego | |
3. | enfriador | 1 juego | |
4. | Módulo de movimiento | 1 juego | |
5. | servomotor | 1 juego | |
6. | Marco + placa + escudo | 1 juego | |
7. | Pantalla de observación CCD+ | 1 juego | |
8. | Colector de polvo industrial | 1 juego | |
9. | Control de movimiento de la plataforma de soldadura | 1 juego | |
10. | Software de control de soldadura | 1 juego | |
11. | Tarjeta de control de forma de onda láser | 1 juego | |
12. | IPC | 1 juego | |
13. | Artículos fijos | 1 juego | |
2. Configurar la fuente de alimentación
Trifásico 380 V ; la fluctuación de voltaje es inferior a ±10 % ; potencia : 8 KVA ;
3. Aire comprimido
0,6~0,8 MPa
4. Requisitos ambientales
temperatura ambiente 20 ~40℃ ; humedad relativa 5 ~55 %HR ;
3 、Parámetros de entrada
SN | Artículo | Especificación | Observación |
1 | Tamaño de la batería | Largo 166 mm , Diámetro 22 mm , Alto 234 mm | Personalizar según el tamaño del cliente. |
4 、Rendimiento del proceso
1. Precisión del hardware
SN | Artículo | Especificación | Observación |
1. | Rango de trabajo efectivo del banco de trabajo | Largo 300 mm × Ancho 300 mm × Alto 200 mm | |
2. | Precisión de posicionamiento repetido de la unión soldada por láser | ≤±0,02 mm | |
3. | Tarifa calificada | 98,5% | |
4. | eficiencia | | |
5. | El accesorio de herramientas se puede reemplazar | | |
6. | Método de soldadura | Soldadura vertical y soldadura lateral (se requiere el accesorio correspondiente) | |
7. | Potencia de la máquina de soldadura láser | 1000W | |
8. | Precisión del ajuste de la distancia focal de la junta de soldadura | 0,02 mm | |
9. | Función de memoria de parámetros de soldadura, conmutación de productos que se han realizado sin volver a programar | | |
10. | Equipado con función de eliminación de polvo y humo. | | |
11. | Equipado con puerta de seguridad y rejilla de seguridad para garantizar un trabajo seguro. | | |
12. | Ruido | ≤75 dB | |
13. | porcentaje de averías | Tasa de fallos = (duración de la parada por fallo / duración del servicio del equipo) < 2% | |
2. Precisión del producto
SN | Artículo | Estándar |
1. | Ancho de brida de soldadura | <0,3 mm |
2. | Penetración y ancho de la soldadura | Penetración 0,5~1,4 mm , Ancho de fusión : 1~1,6 mm , |
3. | Resistencia a la presión de soldadura (resistencia a la tracción) | Tensión de resistencia >1,1 Mpa |
4. | Apariencia y calidad de soldadura | Tras la soldadura, la soldadura debe estar libre de defectos como picaduras, soldaduras rotas, desalineaciones y puntos de explosión, y ser lisa y plana, evitando así deformaciones graves en la carcasa. No se forman escorias en la carcasa después de la soldadura, y el láser no quema el diafragma ni la cinta de alta temperatura en su interior. |
5 、Configuración de los componentes principales
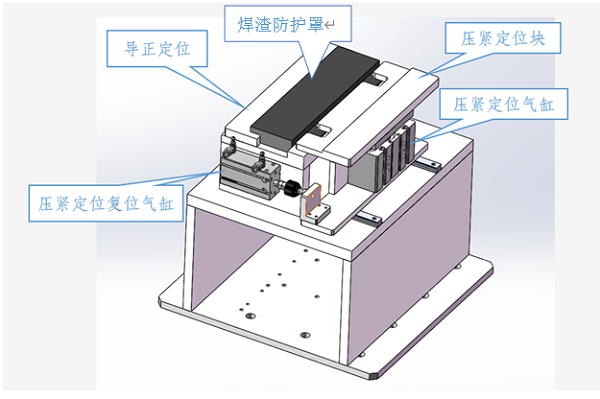
1. Pieza de fijación de conexión blanda
SN | Descripción | Especulación |
1. | Cargue manualmente el material, coloque los productos en el dispositivo de posicionamiento por turnos, instale el protector antiescoria de soldadura fuera del núcleo eléctrico para evitar que la escoria de soldadura salpique sobre la superficie de la batería y presiónelo hacia adelante y hacia atrás con el cilindro para evitar rayar la batería. | |
2. | La pieza de sujeción no está en contacto directo con la celda, y su parte central está ahuecada para evitar una presión de extrusión excesiva sobre la celda. Obturación manual: cuando la batería se desplaza a la posición de obturación, el cilindro se desbloquea, la celda emerge y el material se extrae manualmente. El lado corto se sujeta mediante un cilindro giratorio, y la batería se coloca y extrae lateralmente, lo cual facilita su manejo. |
|
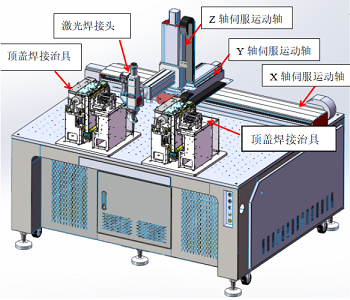
2. Plataforma de soldadura de tres ejes
SN | Descripción | Observación |
1. | El cabezal de salida láser es impulsado por un módulo mecánico de alta precisión de tres ejes para garantizar la precisión del hardware; Utilizando un algoritmo y un controlador de alta precisión, potencia y trayectoria de excitación láser precisas; Presione el mecanismo de ensamblaje hacia arriba antes de soldar y luego suelde completamente la cubierta superior para garantizar la tasa de calificación del producto; Se utilizan materiales antirretardantes de llama para el tubo de escape y el filtro, y se utilizan anillos de acero para las piezas de conexión. | |
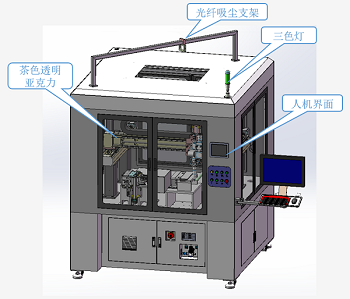
3. Cubierta del marco e interfaz hombre-máquina
SN | Descripción | Observación |
| La cubierta superior del equipo está compuesta de chapa metálica y paneles acrílicos color canela, y cuenta con rejillas de seguridad para garantizar la seguridad de los operadores. La interfaz hombre-máquina del equipo está diseñada según la estructura existente de la empresa, y los parámetros de soldadura son visuales y trazables. | |

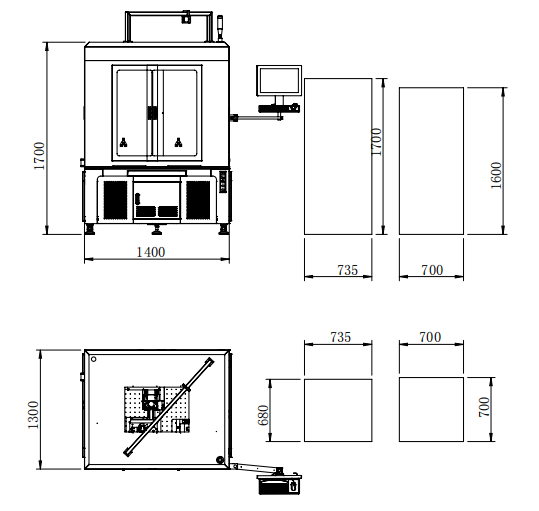
4. Tres vistas de la parte del equipo
5 、Requisitos de capacidad del equipo
SN | Artículo | Índice | Observación |
1. | Eficiencia de tiempo =  Tiempo real de funcionamiento: tiempo de carga - tiempo de inactividad planificado (fallo, cambio de material) Tiempo de carga: horas de producción - tiempo de inactividad planificado Horario de producción: horario laboral normal Tiempo de inactividad planificado: mañana y tarde, descanso, inspección puntual, limpieza, etc. | ≥99,00% | |
2. | Mejora del rendimiento =  Tempo teórico: tiempo teórico de producción de un solo producto | 100% | |
3. | Tasa de calificación del producto =  Pérdida fija: empalme de cinta, cambio de bobina, etc. | ≥99,50% | |
4. | Índice de capacidad de equipos CMK El índice CMK sólo considera la dispersión de corto plazo y enfatiza la influencia de los factores del equipo en la calidad del producto. Requisitos de prueba: los datos extraídos son continuos; se supone que el operador, las herramientas de medición y las materias primas no se ven afectados; solo considere la influencia de un solo factor del equipo. (es decir, el operador debe ser hábil y competente; las herramientas de medición deben cumplir con los requisitos y haber sido calibradas; el mismo lote de materiales; y los inspectores cumplen con los requisitos). Generalmente, se toman 10 grupos de 100 muestras para medir dentro de aproximadamente una hora después de que la producción de la máquina se estabiliza. 
| ≥1,67 | |
5. | Plan de operación del equipo | 300 días / año , 2 turnos , (11,5 ) H / turno | |
6. | Vida útil del equipo | 10 años | |
7. | Operador | | |
8. | Ruido del equipo | ≤7,5 dB | |
6 、Marca de componentes y repuestos
SN | Nombre | Marca | Observación |
1 | Láser de soldadura | Chuangxin de la tribu | |
2 | Cabezal de soldadura | 万顺兴 Wan Shunxing | |
3 | máquina de agua de refrigeración | 东露阳 Dongluyang | |
4 | Módulo de movimiento | 上银 Shangyin | |
5 | servomotor | 松下 Panasonic | |
6 | Marco + placa + escudo | personalizado | |
7 | Observar la pantalla CCD + | personalizado | |
8 | Colector de polvo | 鸿海 foxconn | |
9 | Control de movimiento de la plataforma de soldadura | personalizado | |
10 | Software de control de soldadura | | |
11 | Tarjeta de control de forma de onda láser | personalizado | |
12 | IPC | Advantech / Lenovo | |
13 | Artículos fijos | personalizado |
|
7. Imágenes del producto


















 IPv6 network supported
IPv6 network supported


