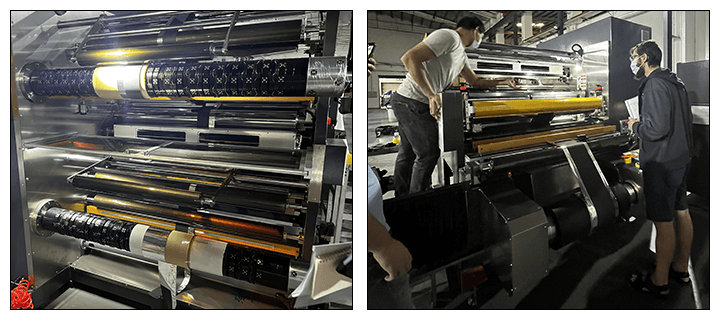
Máquina cortadora continua de alta velocidad para la línea de producción de baterías de litio
A. Funciones del equipo :
Este equipo es una línea de corte longitudinal de segmentos, fabricada con una batería de iones de litio, aplicable al proceso de corte longitudinal continuo. Este equipo se compone principalmente de un desenrollador pasivo, un sistema de corrección de la desviación del desenrollado, un sistema de cepillado y recolección de polvo, un amortiguador de tensión, un sistema de corte longitudinal y un sistema de bobinado superior e inferior automáticos.
1) El dispositivo de corte adopta una estructura de corte tipo Xicun, y los ejes de corte superior e inferior son impulsados por servomotores respectivamente;
2) El cabezal de corte adopta una función de posicionamiento clave, lo que hace que la carga y descarga del cabezal sea conveniente y rápida;
3) La conexión entre el motor del eje de corte superior e inferior y el cabezal de la máquina adopta una conexión suave, a fin de evitar que el cabezal de la máquina se mueva debido a errores de procesamiento o ensamblaje durante el corte rápido, lo que afecta la calidad y el efecto del corte;
4) El modelo de utilidad tiene una plataforma de conexión de correa de pieza polar, y una caja recolectora de polvo y una interfaz de presión negativa están dispuestas debajo del conducto para facilitar la conexión con el colector de polvo industrial;
5) Tiene la función de eliminación de polvo y hierro mediante un cepillo de poste; La eliminación de polvo y hierro también está diseñada después del corte;
6) Velocidad de corte: velocidad de diseño mecánico 60 m/min; Velocidad de producción real 50 m/min;
7) Con control PLC de bobinado de tensión constante;
8) El manguito de elevación de tipo cónico se utiliza para desenrollar, y el desenrollado se realiza de forma pasiva; El bobinador adopta un eje de expansión de aire deslizante;
9) El portaherramientas adopta un soporte de herramientas móvil de empuje, que está equipado con un carro orgánico para un cambio de herramienta conveniente;
10) La cuchilla superior se puede ajustar con precisión y el ajuste con la cuchilla inferior puede lograr un corte sin espacios.
11) Control de tensión en todo el proceso desde el desbobinado, corte y rebobinado;
12) Hay una regla para enrollar y desenrollar, lo cual es conveniente para ajustar el material;
13) La velocidad adopta el sistema de control de servomotor para un cambio de velocidad continuo y realiza la sincronización de todos los componentes;
14) El cabezal de corte se empuja hacia adentro y hacia afuera como un todo, y cada máquina está equipada con un carro de cambio rápido para el cabezal de corte;
A. Condiciones materiales aplicables :
( Unidad : mm)
Diámetro de desenrollado: | máximo Φ600 ㎜ |
Peso de desenrollado: | Máx .: 800 kg |
Diámetro interior del tambor de desenrollado: | Φ6” |
Ancho de la lámina | Máx. 850 mm |
Espesor de la lámina | Lámina de cobre: 6-20 μm ; Lámina de aluminio: 9-20 μm |
Ancho del material enrollado: | Ancho máximo de recubrimiento del material de corte: máx. 850 mm |
Espesor de la pieza polar de corte: | 50~300 μm |
Diámetro del bobinado: | Máx .: Φ 500 ㎜ |
Peso del bobinado: | Máx.: 400 kg (eje único) |
Diámetro interior del tambor de bobinado: | Φ 6 "< carrete preparado por el usuario > |
A. Requisitos de instalación para equipos de línea completa :
1) Requisitos de energía: 380v/50hz, potencia aproximadamente 12KW;
2) Aire comprimido: presión 0,5 mpa ~ 0,7 mpa, caudal: 0,015 m3/min;
3) Peso total del equipo: aproximadamente 5T, y el requisito de capacidad de carga del suelo de instalación es >2,5t/m2.
4) Dimensión total del equipo de conexión (mm): dimensión total de toda la máquina (largo × ancho × alto): aproximadamente 2600 mm de largo × 2200 mm de ancho × alto 2000 mm
Dimensiones totales del carro de herramientas (largo x ancho x alto): aproximadamente 1800 mm x 400 mm x 500 mm
B. Índice de rendimiento del equipo :
No. | Nombre de la entrada | Índice de rendimiento | Observaciones |
1 | Velocidad de producción de equipos completos | ≥50 m/min | Velocidad de aceptación |
2 | Requisitos de precisión de corrección de desviación | ±0,2 mm | |
3 | Controlador de corrección de desviación del rango de carrera | ±50 mm | |
4 | Precisión del ancho de corte | ≤±0,05 mm | |
5 | Error de flexión serpentina de la pieza polar | ≤1 mm/1 m | |
6 | Especificaciones de la cuchilla | Cuchilla superior Φ130*Φ88*1 mm , cuchilla inferior Φ130*Φ70*3 mm | |
7 | Precisión de corte de rebabas | Rebaba transversal ≤12 μm ; Rebaba longitudinal ≤8 μm | |
8 | Vida útil única de la cuchilla | ≥200000 metros | |
9 | Tasa de calificación de productos fabricados por equipos | ≥99% | |
10 | Tarifa de tiempo | > 98% | |
C. Configuración de los componentes principales del equipo :
No. | Nombre | marca |
1. | Material para bastidores de paneles de yeso | acero fundido 45# |
2. | Cojinete de rodillos | NSK |
3. | Motor reductor | Dongli, Wanxin |
4. | SOCIEDAD ANÓNIMA | Mitsubishi, Omron |
5. | Pantalla táctil | Proface, estado de Kunlun |
6. | Servomotor | Mitsubishi, Huichuan |
7. | Carril guía lineal | HIWIN |
8. | Cojinete del eje de la cortadora | SKF y NSK |
9. | válvula solenoide | SMC , CKD |
10. | Componentes eléctricos | Schneider , ABB |
11. | válvula proporcional eléctrica | SMC , CKD |
12. | Sistema de control de corrección de desviaciones | Pausource , Dongdeng |
13. | Convertidor de frecuencia | Mitsubishi, Schneider |
14. | Controlador de tensión | kortis |
15. | Sensor | Omron y KEYENCE |
dieciséis. | Componentes neumáticos | SMC , CKD |
17. | Herramienta de corte | Orín |
D. Adecuación de equipos :
El corte longitudinal de secciones de postes se compone principalmente de un dispositivo de desenrollado, un dispositivo de corrección de desviación, una plataforma de conexión de correa, una pieza amortiguadora de tensión, un dispositivo de tracción de secciones de postes, un dispositivo de corte longitudinal, un dispositivo de eliminación de polvo y hierro, una pieza de bobinado, un sistema de control eléctrico, etc.
1 )Dispositivo de desenrollado :
El dispositivo se utiliza para sujetar la bobina a cortar y transportarla al cabezal de la máquina de corte. Consta de un bastidor, un dispositivo de corrección de desviación, un mecanismo de cono superior, un freno para el desenrollado pasivo, una conexión de correa para la eliminación de polvo y hierro, un controlador de tensión, un rodillo, etc. El desenrollado es un rebobinado manual.
No. | Nombre de la función | Índice de rendimiento y descripción | Observaciones |
1 | Mecanismo de desenrollado | Desenrollado pasivo | Dirección de desenrollado: puede admitir conmutación libre en sentido horario / antihorario |
2 | Método de fijación de la bobina | Adopte un mandril cónico superior y fíjelo mediante un gato neumático; | |
3 | Talla de manga | 6 pulgadas | La longitud de la manga es ajustable entre 900 y 1000 mm. |
4 | Control de tensión de la pieza polar | Tensión 30-400n, precisión de control: ± 5N | |
5 | Dispositivo de detección de posición de pieza polar | Sensor de posición ultrasónico (precisión del sensor: ± 0,1 mm) | |
6 | Control de corrección de desviaciones | Precisión de detección: ± 0,1 mm | |
7 | Alcance de la implementación de la corrección de desviaciones | ≥±50 mm | |
8 | Precisión de corrección de desviación | ≤±0,2 mm | |
9 | Diámetro de la bobina de entrada | Máx .: φ600 mm | |
10 | Peso de la bobina entrante | Máx .: 800 kg | |
2 )Plataforma de recepción de cinta (recepción de cinta manual) :
Se utiliza para fijar manualmente la pieza polar en la plataforma de conexión de la correa durante el proceso de corte de la pieza polar o durante el cambio de bobina, y conectar la pieza polar con cinta adhesiva. Diseñado en la posición del mecanismo de desenrollado. Se compone principalmente de dos rodillos de paso, cuatro cilindros de aire, dos barras de presión y la plataforma de recepción. Operación manual: primero presione la pieza polar, luego córtela a lo largo de la ranura en la plataforma de recepción con una cuchilla, luego afloje la barra de presión en el extremo que necesita ser conectado a la pieza polar, reemplácela con una nueva pieza polar, alinéela con el inicio de la marca original de la pieza polar, pegue la cinta adhesiva y continúe la producción después de aflojar las dos barras de presión.
No. | Nombre de la función | Índice de rendimiento y descripción | Observaciones |
1 | Plataforma de conexión de correa | Se compone de placa de conexión, barra de doble presión, 4 cilindros de aire y carril guía, y está integrado con el dispositivo desbobinador. | Placa de prensado accionada por cilindro (se pegan tiras adhesivas en el contacto entre la placa de prensado y la pieza polar) |
2 | Modo de conexión de cinta | Empalme manual de cintas | La pieza polar se debe fijar manualmente en la plataforma receptora de cinta cuando la cinta se rompe o se cambia la bobina, y la pieza polar se debe unir con cinta adhesiva. |
3 | Ancho del electrodo de tira | Máx. 850 mm | Incluye lámina de borde |
3 )Parte de tensión :
El sensor de tensión se utiliza para detectar la tensión de la pieza polar, y la estabilidad de la tensión de la pieza polar está asegurada por el dispositivo de ajuste de tensión;
Rango de ajuste de tensión: 30 ~ 400N;
Precisión del control de tensión: ≤± 5N.
4 )Dispositivo de corte
El dispositivo de corte adopta una estructura de corte tipo Xicun. Los ejes de corte superior e inferior son accionados por servomotores, respectivamente, para cortar las piezas polares laminadas.
El dispositivo de corte adopta una función de posicionamiento clave, lo que facilita la carga y descarga del cabezal de la máquina. La conexión entre el motor y el cabezal de la máquina es suave, evitando que este se mueva debido a errores de procesamiento o ensamblaje durante el corte rápido, lo que afecta la calidad y el resultado del corte. El ancho de corte utiliza un casquillo de alta precisión para adaptarse al tamaño a cortar.
El mecanismo de tracción es accionado por un servomotor. La velocidad lineal del rodillo de tracción y la cuchilla está sincronizada. El rodillo de goma es presionado por los cilindros neumáticos en ambos extremos del rodillo impulsor para comprimir el material, y el control sincronizado de la tensión y la velocidad del poste es completo.
El cabezal de la máquina utiliza el modo de soporte de herramientas Xicun. Los ejes de las herramientas superior e inferior se accionan por separado mediante servomotores, y la cuchilla superior se puede ajustar en espiral. La cuchilla superior es afilada y la inferior, plana. El ancho del casquillo espaciador se puede ajustar para ajustar el tamaño de corte. El soporte de herramientas está equipado con un carro hidráulico para facilitar su reemplazo.
Se utilizan dos grupos de cepillos giratorios para limpiar las piezas polares ranuradas, respectivamente. La cubierta de extracción de polvo y la interfaz de la tubería están equipadas para facilitar la recolección de polvo de los clientes. Equipado con una aspiradora industrial.
No. | Nombre de la función | Índice de rendimiento y descripción | Observaciones |
1 | Modo de corte superior | Estructura de West Village | |
2 | Velocidad de corte | ≥50 m/min | |
7 | Ancho mínimo de corte | ≥30 mm | Ancho de una sola rebanada después del corte |
8 | Precisión del ancho de corte | ≤±0,05 mm | |
9 | Error de flexión serpentina de la pieza polar | ≤1 mm/1 m | |
10 | Especificaciones de la cuchilla | Cuchilla superior Φ130* Φ 88*1mm, cuchilla inferior Φ 130* Φ 70*3mm | |
11 | rebaba de corte | Rebaba transversal ≤ 12 u m ; Rebaba longitudinal ≤ 8 u m | |
12 | Vida útil de la cortadora | ≥ 200000 m (polo positivo), ≥ 300000 m (polo negativo) | |
13 | Tiempos de molienda | Unas 5 veces | |
14 | Carro de cambio de herramientas | 2 juegos | Cada cabezal de máquina está equipado con un carro de cambio de herramientas. |
15 | Número de cabezales de corte | 2 conjuntos | Uno para espera y otro para uso |
16 | Es hora de cambiar la cortadora | ≤10 min | |
17 | Proceso de corte (cantidad de corte) | Según los requisitos del proceso del cliente | Configurar según la cantidad del contrato |
18 | Número de cuchillos | Según los requisitos del proceso del cliente | Configurar según la cantidad del contrato |
19 | Eje de corte | Descentramiento circular ≤ 8 u m | Inspección de instalación de equipos |
20 | Desplazamiento circular de la cuchilla superior | Descentramiento axial ≤ 30 μm . Descentramiento radial ≤ 30 μm | Inspección de instalación de equipos |
21 | Desplazamiento circular de la cuchilla inferior | Descentramiento axial ≤ 20 μm . Descentramiento radial ≤ 20 μm | Inspección de instalación de equipos |
22 | Sobre el rollo | Descentramiento circular ≤ 20 u m | Inspección de instalación de equipos |
23 | Rodillo de conducción | Descentramiento circular ≤ 5 u m | |
24 | Precisión en la instalación del rodillo | Paralelismo entre rodillos 5 µm ; Nivelación de rodillos 50 µm /m |
|




















 IPv6 network supported
IPv6 network supported


