Máquina de recubrimiento por ranura de doble cara para baterías de iones de litio
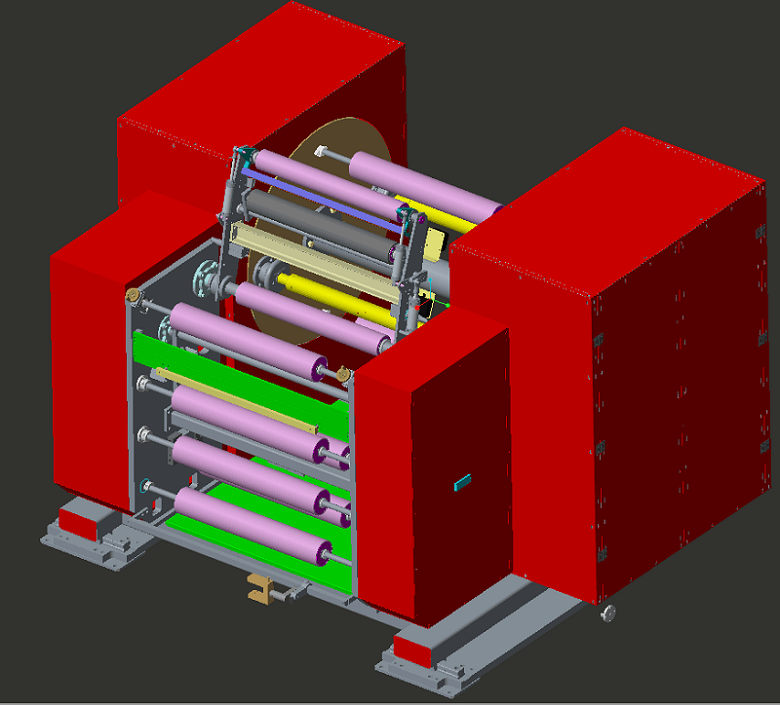
I. Breve introducción de la estructura del recubridor
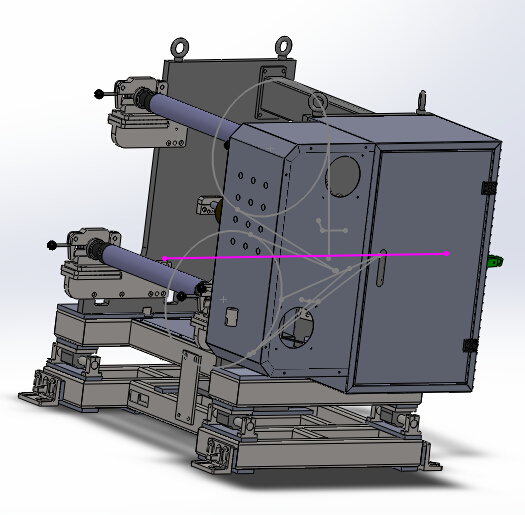
1. Mecanismo de desenrollado
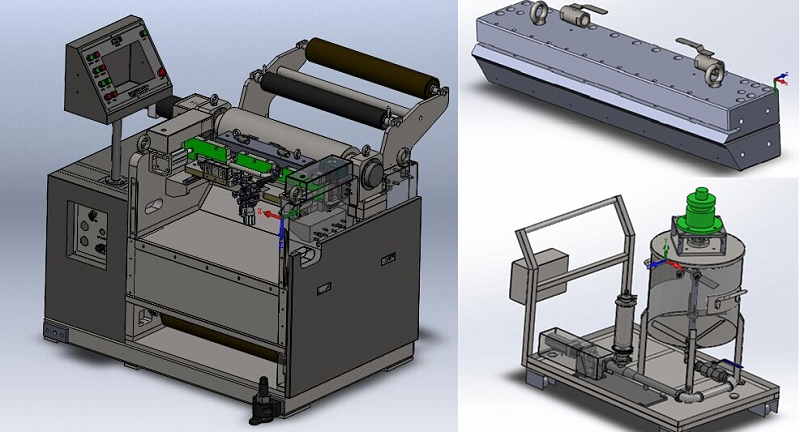
2. Mecanismo de recubrimiento (2 juegos)
3. Mecanismo del horno (doble capa 40m)
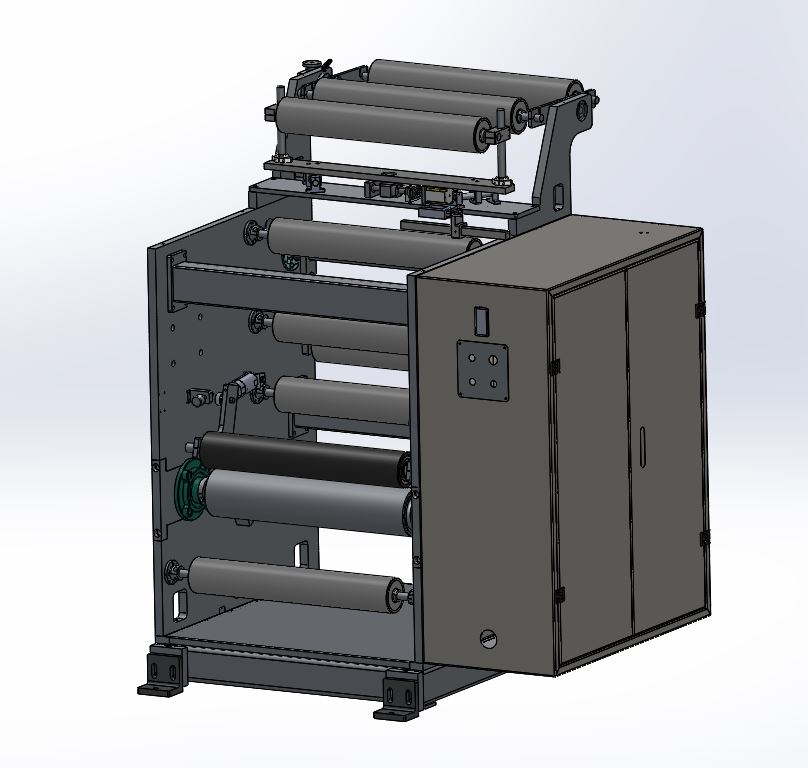
4. Mecanismo de tracción (2 juegos)
5. Mecanismo de cuerda
6. Sistema de control
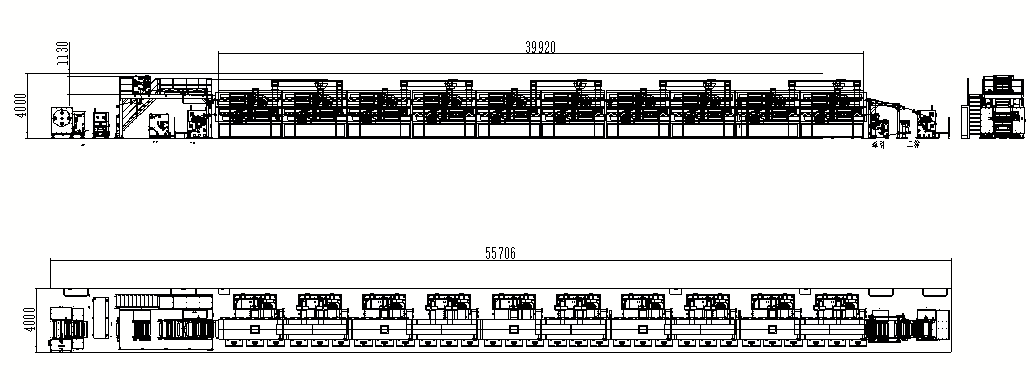
Tamaño y peso total del equipo de recubrimiento:
Tamaño : largo 55000 mm * ancho 4000 mm (sin espacio de mantenimiento) * alto 4000 mm
Peso : Aproximadamente 40 T
Descripción general de la función:
La máquina de recubrimiento de la serie ZL - J es un equipo de recubrimiento de electrodos de batería de litio profesional.
▲ Es aplicable al proceso de recubrimiento de fosfato de hierro y litio aceitoso o acuoso, óxido de cobalto y litio aceitoso, ternario, manganato de litio, manganato de litio y cobalto de níquel, grafito de carbono negativo aceitoso o acuoso, titanato de litio y otros sistemas de suspensión;
▲ utilizando el sistema de control de tensión de circuito cerrado PID completamente automático, la precisión del control de tensión puede alcanzar el nivel de ± 1n;
▲ Se utilizan piezas estándar importadas, como el sistema de control PLC Siemens y el servomotor de alta precisión, para garantizar la máxima consistencia y estabilidad de los productos de recubrimiento en cuanto a densidad superficial y tamaño. La proporción de piezas estándar importadas en el conjunto de la máquina alcanza el 85 %.
▲ Con las características de recubrimiento de alta velocidad, alta precisión y alta consistencia, es el equipo de recubrimiento preferido para baterías de energía.
II. Parámetros técnicos y configuración principal del equipo
( A ) Configuración principal del equipo :
No.
Nombre
Lugar de origen
1
Interruptor de aire
Schneider (Francia)
2
SOCIEDAD ANÓNIMA
Siemens (Alemania)
3
Pantalla táctil
Siemens (Alemania)
4
Modular
Siemens (Alemania)
5
Relevo intermedio
Schneider (Francia)
6
servomotor
Siemens (Alemania)
7
Servomotor de accionamiento directo (DDR)
Rexroth (Alemania)
8
Detección de presión de alimentación
Bd.sensors/valcom (Alemania/Japón)
9
Bomba dosificadora de precisión
Heishin (Japón)
10
Cilindro de baja fricción
Tengcang (Japón)
11
Reductor planetario
Newcastle (Alemania)
12
Cortacircuitos
Schneider (Francia)
13
Contactor de CA
Schneider (Francia)
14
Relé de estado sólido
Xinda (Taiwán)
15
Protección térmica
Schneider (Francia)
16
Termostato
Omron (Japón)
17
Corrección automática de la desviación
Aibo (doméstico)
18
Tensión completamente automática
Control de lazo cerrado PID (de fabricación propia)
19
Motor principal de descarga (recepción)
Siemens (Alemania)
20
Ojo eléctrico de fibra óptica
KEYENCE (Japón)
21
Rodamiento rígido de bolas (cabezal de máquina)
NSK (Japón)
22
Rodillo de recubrimiento
Cromado duro (fabricación propia)
23
Rodillo guía
Superficie de aleación de aluminio anodizado Φ118, acabado rc0.4 (nacional)
24
Convertidor de frecuencia
Rexroth (Alemania)
25
Regla de rallado con ajuste de cuchillo
Keens (Japón)
26
Ventilador (acero inoxidable)
Hongjian (doméstico)
27
Cabezal de extrusión
Mitsubishi
28
Manómetro digital
Bode (Suecia)
29
Componentes neumáticos
SMC (Japón)
( B ) Partes vulnerables :
No.
Nombre
Marca
Cantidad
Tiempo de stock
Observaciones
1
Rodillo de acero
autocontrol
1 pieza / 2 juegos
30 días
Materiales de cromado importados
2
Rodamiento de rodillos de acero
NSK/NTN
Juego 2/1
15 días
Según el ciclo de adquisiciones
3
Tubo de calentamiento
doméstico
3 piezas / juego
1 día
4
Par termoeléctrico
doméstico
1 pieza / juego
1 día
Adaptarse al recorrido de secado más largo
5
llave hexagonal interior
doméstico
1 juego/juego
1 día
6
llave inglesa ajustable
doméstico
1 pieza / juego
1 día
7
Anillo de sellado del cuerpo de la válvula
doméstico
1 juego/ unidad
1 día
8
llave dinamométrica
Japón
1 juego/ unidad
15 días
9
Camión elevador de cabezal de matriz
doméstico
1 juego/ unidad
15 días
10
Plataforma de mármol
doméstico
1 juego/ unidad
10 días
11
Tubo de alimentación
doméstico
12 m / juego
1 día
12
Muestreador de postes
doméstico
1 / juego
2 días
13
S él
Tmáx.
3 juegos / unidad
15 días
( C ) Sistema de alimentación automático : Un conjunto de sistema de alimentación automático (60L) es estándar.
(D) Color de apariencia : A excepción de la parte de acero inoxidable, el color de la caja se ajusta a la tarjeta de colores estándar proporcionada por el solicitante.
( E ) Funciones del dispositivo:
No.
Proyecto
Parámetro técnico
Notas
1
Sistema adecuado
Fosfato de hierro y litio aceitoso o acuoso, óxido de litio y cobalto, manganato de litio, ternario, manganato de níquel, cobalto y litio, titanato de litio, grafito de carbono, etc.
2
Parámetros operativos del sustrato
Papel de aluminio (Cu):
espesor 9 ~ 25um;
Ancho 300 ~ 720 mm;
Diámetro máximo del rollo: 500 mm;
Peso máximo 500 kg;
Lámina de cobre (Cu): espesor 4,5 ~ 30 um;
Ancho 300 ~ 720 mm;
Diámetro máximo del rollo: 500 mm;
Peso máximo 500 kg ;
Luz lateral simple o luz lateral doble
3
Ancho de diseño de la superficie del rodillo
750 milímetros
4
Ancho de recubrimiento garantizado
200~680 mm
5
Velocidad de funcionamiento mecánico del equipo
40 m/min
6
Velocidad de recubrimiento del equipo
1-3 2 / min ;
Depende de la condición de secado.
7
Adecuado para viscosidad de lodos.
2000 ~16000 Cps ( polo positivo )
1000~16000 Cps ( polo negativo )
8
Rango de espesor seco de recubrimiento de una sola cara
40~200 g/m2
9
Longitud mínima intermitente
Velocidad de recubrimiento < 5 mm dentro de 15 m/min;
Velocidad de recubrimiento superior a 25 m/min < 8 mm;
10
Longitud mínima de recubrimiento de múltiples secciones
50 mm
Velocidad de recubrimiento ≤ 12 m/min
11
Propiedades de los disolventes
Disolvente aceitoso NMP (sg = 1,033, pb = 204 ℃)
Disolvente acuoso H2O/NMP (gravedad específica = 1,000, punto de ebullición = 100 °C)
12
Contenido sólido adecuado
Electrodo positivo S .C. 60% ± 20%
Polo negativo S .C. 50% ± 15% ( sistema PVDF)
S .C. 50% ± 10% ( sistema SBR)
13
Proporción
Electrodo positivo 1,5—2,59/cm2
Polo negativo 1~1,89 /cm2
14
Método de recubrimiento
Recubrimiento de doble capa frontal y posterior de 3 etapas con intervalo desigual / seguimiento automático del segundo lado / recubrimiento continuo / recubrimiento de celosía de campo
15
Modo de cambio de rollo
Manual
16
Dirección de ejecución del sustrato
Operación de recubrimiento hacia adelante, avance del sustrato y lámina vacía inversa
( F ) Introducción de la estructura de cada parte :
1、 Mecanismo de desenrollado (rebobinado manual de doble brazo y doble soporte) :
No.
proyecto
Parámetro técnico
Notas
1
Estructura de instalación de rodillos
Instalación de placa vertical integral con procesamiento CNC (espesor 30 mm).
2
Tratamiento de superficies de rodillos
Tratamiento de oxidación superficial de rodillos de aluminio metálico, dureza superficial HRC65; Excentricidad circular del rodillo ≤ 20 μm ; Rugosidad superficial Ra0.2; Paralelismo ≤ 0,1 mm;
3
Sistema de control de tensión
Modo de control de velocidad de doble bucle cerrado: 1. Control síncrono PID del rodillo de giro. 2. El servomotor ajusta la tensión en bucle cerrado. La tabla de visualización de tensión muestra el valor de la tensión. 3. El rango de tensión ajustable es de 0 a 300 N, con una fluctuación de tensión ≤ ± 1,5 %.
4
Método de corrección
Control automático EPC, carrera 120 mm
5
Método de enrollado
Desenrollándose hacia arriba y hacia abajo
El rollo se fija con un eje inflable de 3 pulgadas.
Eje de expansión de aire doble desenrollador, soporte de doble cara
Plataforma de recepción de correa manual, modo de doble barra de presión
6
Dirección de ejecución del sustrato
Adelante y atrás
7
Velocidad de funcionamiento del sustrato
50 m/min
8
Diámetro máximo de desenrollado
Ф500mm
9
Capacidad máxima de carga del eje inflable
600 kg
10
Número de ejes inflables desenrollados
2 artículos
11
Sistema de control
Configure el botón de operación de función para completar operaciones como conexión de cinta, pausa, parada de emergencia, rotación hacia adelante y hacia atrás, alineación izquierda y derecha, etc.
12
Velocidad de desenrollado
La velocidad de desenrollado es controlada por PLC de acuerdo con la velocidad de recubrimiento establecida y los datos de cambio de tensión en tiempo real; La potencia de desenrollado es proporcionada por un motor de CA + reductor de turbina;
2、 Estructura del cabezal (una capa, dos capas) :
No.
Proyecto
Parámetro técnico
Notas
1
Modo de estructura de instalación
El espesor de procesamiento CNC de la estructura de placa vertical integral de 70 mm, el peso total de 2,6 toneladas, aumenta la placa de hierro de apoyo al suelo, reduce el área de apoyo al suelo.
2
Motor de accionamiento principal
Servomotor
3
Estructura de rodillo de caucho
Para evitar la inestabilidad de la tensión causada por la no separación de la tensión y garantizar la estabilidad de la densidad de la superficie del recubrimiento.
4
Ajuste de la distancia entre el cabezal de la matriz y el rodillo de recubrimiento
El servomotor se integra con el sensor de desplazamiento absoluto de alta precisión para el control de seguimiento de bucle cerrado. La distancia se ajusta en la pantalla (1~5000 µm), la resolución de ajuste es de 0,1 µm y la precisión de posicionamiento repetido es ≤± 0,3 µm.
5
Selección del cabezal de roscar
El labio de la matriz del cabezal de extrusión especial Mitsubishi está fabricado con acero de carburo cementado de alta resistencia al desgaste y a la corrosión, y la superficie está tratada con carburo de tungsteno o nitruro de cromo. La rectitud y planitud son ≤ 1,5 µM.
6
Estructura de la cavidad de la matriz
Se adopta el cabezal de recubrimiento por ranura (pulverización) de cavidad de presión múltiple, que tiene una fuerte adaptabilidad del proceso y ayuda a equilibrar la presión transversal, a fin de que el espesor del recubrimiento transversal sea consistente; La matriz superior del cabezal de recubrimiento está diseñada con un mecanismo de ajuste de deflexión, que puede ajustar el paralelismo de los labios de la matriz superior e inferior.
7
Sistema de monitoreo de presión
Monitoreo de presión de alimentación, monitoreo de presión de reflujo, monitoreo de presión de cavidad de matriz; Puede monitorear el proceso de alimentación en tiempo real y dar una alarma cuando hay bloqueo, con una precisión de ≤ 0.001mpa
8
Sistema de alimentación
Bomba de tornillo de precisión bingshen japonesa (bomba 2nbl15f (sus+epdm)) + servomotor de precisión, un cubo de rotación de 60L efectivo (contenedor de material), y tiene las funciones de detección de nivel de líquido y mezcla de nivel de líquido para evitar la sedimentación y el desbordamiento de la lechada.
9
Función intermitente del recubrimiento
Se adopta un sistema de válvula de control intermitente servo para garantizar la estabilidad del tamaño del recubrimiento.
10
Función de adelgazamiento de cabeza y cola
El sistema de válvula de control intermitente servo puede ajustar el tiempo de adelgazamiento de la cabeza y la cola y la carrera del interruptor de la válvula intermitente para ajustar el grosor de la cabeza y la cola en tiempo real.
11
Función de ajuste horizontal del cabezal de troquel
Adopte una guía de riel lineal precisa y un modo de ajuste horizontal manual, de modo que el cabezal de la matriz se pueda ajustar ligeramente ± 10 mm en la posición horizontal; Asegúrese de la precisión de alineación vertical de los lados frontal y posterior
12
Emparejamiento y montaje de la parte superior del cabezal de la matriz y la parte inferior del cabezal de la matriz
La llave dinamométrica digital se utiliza para garantizar la consistencia y precisión del montaje del cabezal de matriz.
13
Tratamiento de superficies de rodillos
Tratamiento de oxidación superficial de rodillos de aluminio metálico, dureza superficial HRC65; Excentricidad circular del rodillo ≤ 20 μm ; Rugosidad superficial Ra0.2; Paralelismo ≤ 0,1 mm;
14
Rodillo de recubrimiento (rodillo de acero)
La superficie está revestida con cromo duro importado, con un diámetro de Φ 295 mm;
15
Tensión
Control de tensión constante de bucle cerrado PID totalmente automático, rango de tensión 1 rango 0~50n, precisión de control de tensión ± 1n
16
Posición de la cabeza independiente
Instalación y funcionamiento antes del secado
17
Función de alineación láser
La función de alineación láser se utiliza para juzgar manualmente el grado de alineación.
3、 Canal de secado (horno de suspensión)
No.
Proyecto
parámetro técnico
Observación
1
Estructura del horno
Las primeras cuatro secciones son la estructura principal del barco de transmisión y las últimas seis secciones son la estructura del horno de suspensión.
2
Longitud del horno
40 metros (4 metros/sección, 10 secciones en total)
3
Textura del material
Acero inoxidable, tanque interior estándar nacional SUS304, tanque exterior estándar nacional SUS201
4
Modo de accionamiento del rodillo guía del horno
Las primeras cuatro secciones son la estructura de transmisión principal y las últimas seis secciones son el horno de suspensión.
5
control de temperatura
Se divide en control de protección para la temperatura de funcionamiento normal y alarma de sobretemperatura. En caso de sobretemperatura, se activa una alarma sonora y visual, y se corta el suministro de energía principal de calefacción. Cada sección se controla de forma independiente.
6
H forma de comer
Calefacción eléctrica, estructura de circulación de aire caliente.
7
Potencia de calentamiento del horno de una sola sección
Sección única 24kW/4m (potencia máxima de arranque)
8
Temperatura en el canal de secado
Diseño Máx. 150 ℃, diferencia de temperatura en el área del horno de sección única ≤ 5 ℃
9
Temperatura de la superficie de la caja durante el funcionamiento
≤45℃ ; El espesor del relleno de algodón es de 100 mm;
10
Modo de soplado
El soplado de aire superior e inferior, el volumen de aire superior e inferior se pueden controlar respectivamente a través de válvulas, que se pueden ajustar con precisión; Las cámaras de aire superior e inferior comparten el cuerpo calefactor.
11
Control del volumen de escape de cada sección
Control independiente y ajuste fino mediante válvula mecánica.
12
Estructura de la boquilla de aire
La dirección de soplado de las primeras cuatro secciones es de 30 grados con respecto a la horizontal, y la ranura de la boquilla de aire está ranurada con un molde especial. Las últimas cinco secciones son ganchos ajustables para la boquilla de aire.
13
Control del ventilador
Control de contactor de CA
14
Control de calefacción
Relé de estado sólido
15
Material para fans
Acero inoxidable SUS304 estándar nacional
16
Sistema de recuperación de disolventes
No, solo ayudar en la instalación de interfaces
17
Alarma de concentración de disolvente NMP
Proporcionar interfaz de instalación. (Se cotizará por separado)
18
Monitoreo de la presión de la cámara de aire
Ninguna (esta función debe citarse por separado)
19
Volumen de aire de escape
35000 m3/h máx.
4、 Mecanismo de tracción: (2 juegos)
No.
Proyecto
parámetro técnico
Notas
1
Corrección de marcha
Instalado en la salida del canal de secado, control automático EPC, oscilación ± 15 grados, sensor fotoeléctrico
2
Tensión
Modo de control de velocidad de doble bucle cerrado: 1. Control síncrono PID del rodillo de giro. 2. El servomotor ajusta la tensión en bucle cerrado. La tabla de visualización de tensión muestra el valor de la tensión. 3. El rango de tensión ajustable es de 0 a 300 N, con una fluctuación de tensión ≤ ± 1,5 %.
La partición de tensión se realiza mediante un rodillo de presión y un rodillo de tracción.
3
Modo de estructura de instalación
Instalación de placa vertical integral de centro de mecanizado CNC (espesor 30 mm)
4
Rodillo de tracción
Rodillo de acero de 160 mm
5
Rodillo de presión
Rodillo de caucho de Ø 120 mm, superficie de EPDM
6
Motor de accionamiento
El rodillo de tracción es accionado por un servomotor Siemens + reductor de precisión.
5、 Mecanismo de rebobinado (rebobinado automático de doble eje tipo disco) :
No.
Proyecto
parámetro técnico
Notas
1.
Modo de estructura de instalación
Instalación de placa vertical integral de centro de mecanizado CNC (espesor 30 mm)
2.
tensión
Modo de control de velocidad de doble bucle cerrado: 1. Control síncrono PID del rodillo de giro. 2. El servomotor ajusta la tensión en bucle cerrado. La tabla de visualización de tensión muestra el valor de la tensión. 3. El rango de tensión ajustable es de 0 a 300 N, con una fluctuación de tensión ≤ ± 1,5 %.
3.
Rectificar la desviación
Control automático EPC, carrera 120 mm
4.
Diámetro máximo del bobinado
Ø800
5.
Eje inflable Winder
Artículo 2 (norma nacional)
6.
Motor de bobinado
La potencia del bobinado es impulsada por un servomotor Siemens + reductor de precisión.
7.
Capacidad máxima
600 kg
8.
Modo de cambio de rollo
Función de cuerda y cambio automático sin necesidad de apagar el reloj.
6、 Sistema de control :
No.
Proyecto
parámetro técnico
Notas
1
Sistema de control maestro
Pantalla táctil, PLC, módulo, servosistema
2
Modo de operación
Parada manual, automática y de emergencia; Toda la máquina puede operarse antes y después
La velocidad de la línea de recubrimiento, la configuración del recubrimiento, la configuración del adelgazamiento de cabeza y cola, la frecuencia del ventilador y la configuración de temperatura se pueden configurar, mostrar y registrar a través de la pantalla táctil.
3
Rango de ajuste del recubrimiento y longitud intermitente
Longitud del recubrimiento 20,0 ~ 3200,0 mm
4
Condición de alarma
Longitud intermitente: 5,0 ~ 3200,0 mm
5
Función de conteo
Cuando el equipo falla, la pantalla táctil mostrará la pantalla de corrección correspondiente.
6
Método de ajuste del grosor de la cabeza y la cola
Cantidad de producción / longitud
I II 、 Precisión del equipo
1 、Precisión del hardware
No.
Proyecto
parámetro técnico
Notas
1
Rodillo de recubrimiento (rodillo de acero)
Descentramiento circular ≤ 1,0 um, rectitud Ra0,4 ≤ 1,5 um
2
Corrección de la desviación
±1 mm
3
Rodillo de aluminio
Descentramiento circular ≤ 20 um, rectitud ≤ 20 um
4
Precisión de repetición del control de ajuste de la herramienta
±0,1 um
5
Precisión del control de temperatura
±0,5℃
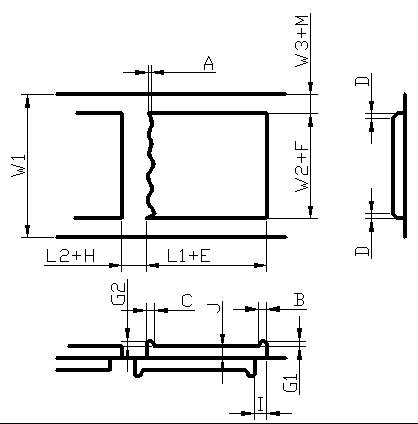
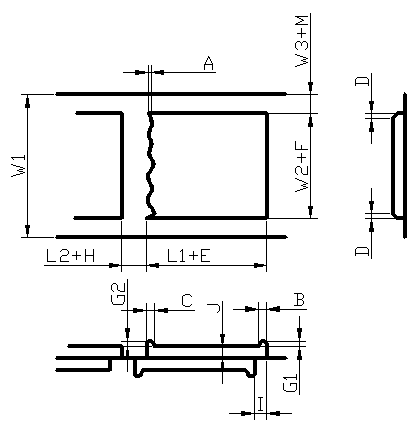
2 、Precisión del recubrimiento
Artículo
Firmar
Parámetros (30 m/min)
A (de cola)
≤ 1 mm (relacionado con la viscosidad de la suspensión y las características del aglutinante)
B (área anormal de la cabeza)
5 mm
C (área anormal de la cola)
6 mm
D (área de efecto de borde)
≤3 mm ; Espesor -10 um
E (error de longitud)
±0,5 mm
F (error de ancho)
±0,5 mm
M (error de ancho)
±0,5 mm
G1 (espesor de la cabeza)
-5~+5um
G2 (grosor de la cola)
-5~+5um
H (error en blanco)
±0,5 mm
I (error de alineación positiva y negativa)
±0,5 mm
J densidad de superficie única (eliminar áreas B, C y D)
Dentro del 1,2%
Rango de longitud
L1 (duración de la película)
20,0 ~3200,0 mm
L2 (longitud intermitente)
5,0 ~3200,0 mm
L1/l2 (recubrimiento + longitud intermitente)
L1 + L2 ≥120 mm
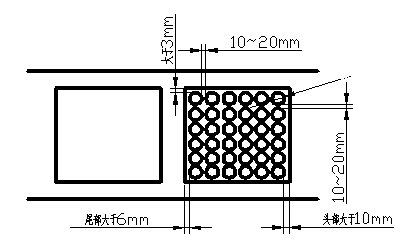
3 、 Método de medición
A. Área de medición: 3 mm en el borde, 5 mm al final y 5 mm al principio.
B. Medir dimensiones Φ 40 mm o según los requisitos del proceso del demandante
I V 、 Entorno de instalación y uso
1) La temperatura ambiente del cabezal de la máquina es de 20~30 ℃ y la del resto es de 10~40 ℃;
2) Humedad relativa del cabezal de la máquina: HR positiva ≤ 35%, HR negativa ≤ 98% y el resto ≤ 98%;
V , Instalaciones de apoyo
1) Fuente de alimentación: 3Ph 380V, 50Hz, rango de fluctuación de voltaje: +8% - 8%; La potencia de arranque total de la fuente de alimentación es 280KW;
2) Aire comprimido: después del secado, filtrado y estabilización, la presión de salida es superior a 5,0 kg/cm2;
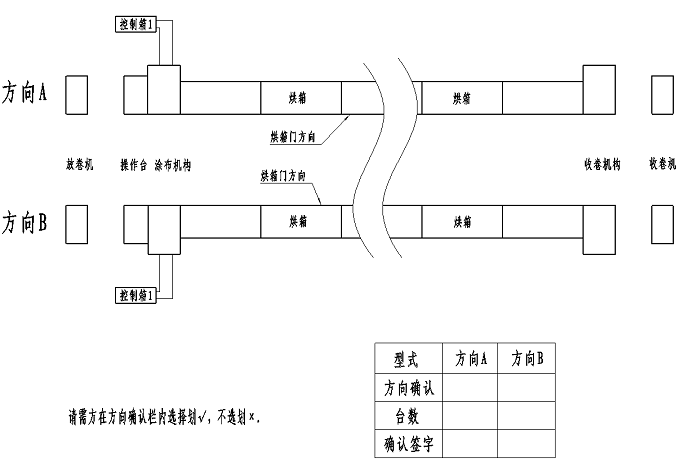
V I 、 Orientación del dispositivo (opcional)
1)
Tabla adjunta: lista detallada de los elementos de inspección de preaceptación y aceptación formal del equipo (los resultados de la inspección se adjuntan al informe de aceptación)
No.
Elementos de inspección
Norma de inspección
Método de inspección
1.
Parámetros de configuración del dispositivo
Dimensiones generales del equipo: Largo (56000 mm) * Ancho (4000 mm) * Alto (4000 mm)
Cinta métrica
Longitud del horno: (4 m/sección) × 4) + (4 m/sección × 6 secciones) = 40 m
gobernante
Diámetro máximo de bobinado y desenrollado: φ 600 mm
gobernante
Ancho del rollo: 750 mm
2.
Integridad de la composición funcional del equipo
Pieza de desbobinado (función de cambio de rollo manual, tensión, corrección de desviación, eje inflable)
Revisar visualmente el acuerdo técnico y la tabla de configuración del equipo
Pieza de recubrimiento (base, rodillo de recubrimiento, sistema de alimentación, matriz manest doméstica)
Horno (circulador, sistema de calentamiento, conducto de aire auxiliar externo)
Parte de tracción (corrección de desviación de recorrido, tensión de tracción, conjunto de rodillos de tracción)
Pieza de bobinado (función de cambio de rollo manual, tensión, corrección de desviación, eje inflable)
Sistema de control (armario eléctrico, cableado interno, cableado de canalización externa)
Piezas de entrega (según el contenido del acuerdo técnico)
3.
Confirmación de marca de piezas estándar
100% según la marca de las piezas adquiridas especificadas en el acuerdo técnico
4.
Normas de seguridad
Enclavamiento mecánico y eléctrico, función de autobloqueo, función de protección por inducción;
Inspección visual y funcionamiento
Aviso de alarma en cada zona antes del arranque del equipo;
Operación
Se deberán colocar señales de advertencia de seguridad en partes peligrosas como movimiento, compresión, corte y fuente de calor;
visual
Botón de parada de emergencia, cuerda de seguridad en el área de mantenimiento interno (al menos 3 lugares);
visual
Cubiertas protectoras para transmisión y partes móviles;
visual
Alarma de sobretemperatura del horno y función de protección de apagado
operación
5.
Prueba de precisión mecánica
Excentricidad circular del rodillo de recubrimiento ≤ 1,0 μm ; Rectitud ≤ 1,5 μm ; Rugosidad de la superficie Ra0,4.
Indicador de cuadrante, herramienta de inspección especial
Sin arrugas en toda el área y sin rayones en la superficie del sustrato.
visual
Todas las partes móviles funcionan suavemente sin ruidos anormales; La correa de transmisión está libre de desviaciones y desgaste;
visual
Ajuste de temperatura de cada sección del horno: temperatura normal ~ 150 ℃
Operación e inspección visual
El bobinado, desenrollado y la corrección de la desviación de tracción se realizan de forma suave y sin sacudidas continuas.
Operación e inspección visual
A excepción de la corrección de desviación y el horno, la desviación del material base de cada rodillo es ≤± 1 mm; desviación del sustrato del rodillo de recubrimiento ≤ 0,5 mm
calibrador
Valor de ajuste de tensión 5 ~ 300 N
Operación e inspección visual
Al arrancar y parar, la fluctuación de tensión es de ± 5 N; Fluctuación de tensión ± 1 N durante el funcionamiento normal;
Operación e inspección visual
7.
Inspección del revestimiento
Operación de recubrimiento de 30 m/min 1200 m)
La velocidad de recubrimiento es de 30 m/min y el método de recubrimiento puede realizar un recubrimiento continuo e intermitente.
Ajuste de parámetros
El sistema de alimentación y la tubería están bien sellados sin fugas de material.
visual
La apariencia de la superficie recubierta es buena, sin partículas, rayones, lámina expuesta y bordes abultados deficientes.
visual
Precisión de densidad de un lado: error de peso ≤± 1,2 % (excluyendo el rango de 8 mm en el borde)
Balanza electrónica micrométrica
Precisión de densidad de la superficie de doble cara: error de peso ≤± 1,5 % (excluyendo el rango de 8 mm en el borde)
Balanza electrónica micrométrica
Relave ≤ 1 mm (relacionado con la viscosidad de la pulpa y las características del aglutinante)
gobernante
Área anormal de la cabeza ≤ 8 mm
Regla, micrómetro
Área anormal de la cola ≤ 6 mm
Regla, micrómetro
Área de efecto de borde ≤ 3 mm, -10 ~ +5 um (cambio de viscosidad de la suspensión inferior a ± 300 cps)
Regla, micrómetro
Error de longitud/h error en blanco: ≤± 0,5 mm
gobernante
Error de ancho: ≤± 0,5 mm
gobernante
Grosor de la cabeza y la cola: -5 ~ +5um
Micrómetro
Error de alineación horizontal positiva y negativa: ≤± 0,5 mm
Aguja, regla
Error de alineación longitudinal de los lados frontal y posterior: ≤± 0,5 mm
Aguja, regla
Precisión del control de temperatura del horno de sección única: ≤± 1 ℃
visual
En el área horizontal a 10 mm por encima del sustrato, la desviación de temperatura de cada punto de un horno de una sola sección: ≤± 3 ℃
termodetector
Prueba de sequedad, residuo de disolvente: ≤ 1 % (medición de muestreo espacial a temperatura y humedad constantes)
Balanza electrónica micrométrica
Tasa de utilización del equipo: ≥ 97% (proyecto de aceptación formal)
Operación y prueba
Tasa de calificación del producto: ≥ 98% (proyecto de aceptación formal)




















 IPv6 network supported
IPv6 network supported


