Máquina de recubrimiento por transferencia automática con método de recubrimiento intermitente y continuo para la producción de baterías
La recubridora de la serie ZL-LB es un equipo de recubrimiento profesional para baterías de litio.
1. Es adecuado para el proceso de recubrimiento de sistemas de lechada como fosfato de hierro y litio a base de agua o aceite, ácido cobáltico de litio oleoso, ternario, manganato de litio, manganato de níquel, cobalto y litio, grafito de carbono negativo a base de agua o aceite, titanato de litio, etc.
2. La precisión del control de tensión puede alcanzar el nivel ±1 N mediante el uso del sistema de control de tensión de circuito cerrado PID completamente automático;
3. Se utilizan piezas estándar importadas, como el sistema de control PLC OMRON y el servomotor de alta precisión, para garantizar la máxima consistencia y estabilidad de los productos recubiertos en cuanto a densidad superficial y tamaño. La proporción de piezas estándar importadas llega al 85%.
Presupuesto
Materiales adecuados
Fosfato de hierro y litio a base de aceite o agua, cobalto y litio, manganato de litio, ternario, manganato de cobalto y níquel de litio, titanato de litio, grafito de carbono y otros sistemas
Parámetros operativos del sustrato
Lámina de aluminio:
Espesor : 10-30 um; Ancho : 200-620 mm; Diámetro de la bobina: máx. 500 mm; Peso: máx. 500 kg;
Lámina de cobre:
Espesor : 6-30 um; Ancho : 200-620 mm; Diámetro de la bobina: máx. 500 mm; Peso : máx. 500 kg;
Ancho de diseño del rodillo
650 milímetros
Ancho de recubrimiento efectivo
200~580 mm
Velocidad de operación mecánica del equipo
12 m/min
Velocidad de recubrimiento
0,5-8 m/min
Viscosidad adecuada del material
2000~12000 cps
Rango de espesor seco de recubrimiento de una sola cara
50-150 μm
Longitud mínima intermitente
5 mm
Longitud mínima de recubrimiento de múltiples etapas
Recubrimiento de transferencia intermitente de distancia desigual de 3 etapas de doble capa y doble cara / seguimiento automático del segundo lado / recubrimiento de transferencia continua
Modo de cambio de rollo
manual
Dirección de funcionamiento del material base
Operación de recubrimiento hacia adelante, avance del sustrato y lámina vacía inversa
Estructura de la máquina
1. Mecanismo de desenrollado (rebobinado manual de un solo brazo)
La parte de desenrollado tiene principalmente tres funciones: desenrollado activo, corrección automática en tiempo real y control automático de tensión;
El desenrollado activo es accionado por el motor a través de la polea síncrona, y la velocidad de desenrollado se determina según la variación en tiempo real de la tensión y la velocidad de recubrimiento. Todo el proceso se ejecuta automáticamente para garantizar la perfecta sincronización entre la velocidad de desenrollado y la de recubrimiento. Esto evita las grandes fluctuaciones de tensión causadas por la salida de potencia no lineal del polvo magnético, que no puede controlar la velocidad de desenrollado en tiempo real ni de forma activa cuando el polvo magnético convencional se desenrolla pasivamente, lo que afecta la velocidad de recubrimiento.
Estructura de instalación del rodillo
Instalación de placa vertical integral (espesor 30 mm)
Tratamiento de superficies de rodillos
Tratamiento de oxidación de la superficie del rollo de aluminio , la dureza de la superficie es HRC65, el desgaste del rollo es ≤ 20 μm, la rugosidad de la superficie es Ra0.8, el paralelismo es ≤ 0,1 mm;
Sistema de control de tensión
Control de tensión constante de bucle cerrado PID completamente automático; rango de tensión de desenrollado : 0 ~ 50 N; precisión de control de tensión ± 1 N ;
Método de corrección
Control automático EPC, carrera 120 mm
Método de bobinado
Desenrollándose en dirección hacia arriba y hacia abajo
La bobina se fija con un eje inflable de 3 pulgadas y un eje inflable.
Eje inflable simple desenrollable, soporte de doble cara
Plataforma de empalme manual, modo de doble barra de compresión
Dirección de ejecución del sustrato
hacia adelante y hacia atrás
Velocidad de funcionamiento del sustrato
12 m/min
Diámetro máximo de desenrollado
Ф500mm
Capacidad máxima de carga del eje inflable
500 kilogramos
Número de ejes inflables desenrollados
1
Sistema de control
Configure el botón de operación de función, que puede completar la operación de extensión de cinta, pausa, parada de emergencia, avance y retroceso, alineación izquierda y derecha, etc.
Velocidad de desenrollado
La velocidad de desenrollado es controlada por PLC de acuerdo con la velocidad de recubrimiento establecida y los datos de cambio de tensión en tiempo real; la potencia de desenrollado es proporcionada por un motor de CA + reductor de turbina;
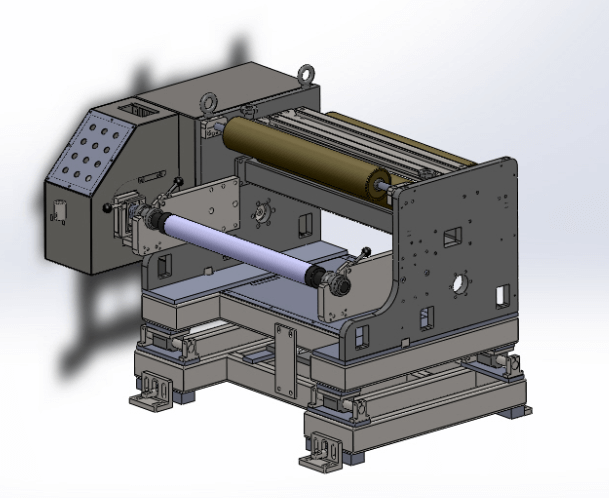
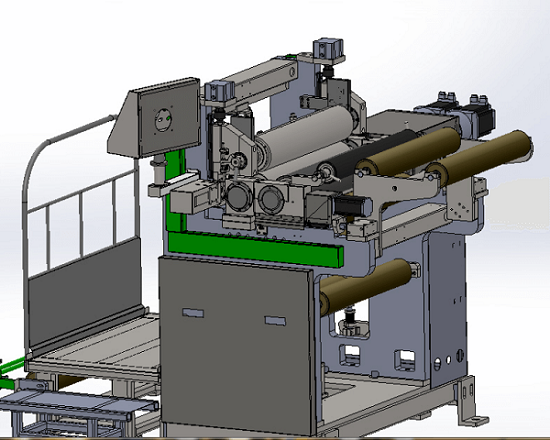
2. Mecanismo de recubrimiento
El cabezal de la máquina se compone principalmente de un mecanismo raspador, un mecanismo de rodillo de acero, un mecanismo de rodillo de goma y un mecanismo de rodillo de goma.
·El mecanismo raspador impulsa la varilla roscada de alta precisión para conducir hasta el bloque inclinado a través del reductor de tornillo sin fin, y transfiere el movimiento hacia arriba y hacia abajo del raspador a través del movimiento horizontal del bloque inclinado y el bloque inclinado, lo que hace que la precisión del ajuste sea más precisa, más fácil de controlar y reduce en gran medida la holgura inversa.
El mecanismo de rodillos de acero se conecta a la varilla de acero mediante un acoplamiento de doble diafragma a través del servomotor. El rodamiento de rodillos de acero es de alta precisión, importado, lo que garantiza una desviación inferior a 1,5 µm tras la instalación gracias a un método de instalación único.
·En comparación con el mecanismo de rodillo de goma tradicional, el motor de accionamiento es fijo y la conexión suave del acoplamiento de doble diafragma evita la influencia de la vibración del motor en el recubrimiento, garantiza la precisión del recubrimiento, evita que el motor y el rodillo de goma se muevan juntos hacia adelante y hacia atrás, prolonga la vida útil del motor y reduce la inercia del rodillo de goma durante el recubrimiento.
El mecanismo de accionamiento del rodillo de goma conecta el motor y el rodillo de goma mediante un vástago roscado, convirtiendo el movimiento de rotación del motor en el movimiento de avance y retroceso del rodillo de goma. El asiento del rodillo de goma y el motor están instalados en el bloque deslizante móvil, con respuesta rápida y alta precisión.
Estructura de la instalación
Estructura de placa vertical de 50 mm de espesor, peso total de 1 tonelada
Motor de accionamiento principal
Servomotor (750 W)
Motor de empuje intermitente
Servomotor (750 W)
Tratamiento de superficies de rodillos
La superficie del rollo de aluminio está oxidada, la dureza de la superficie es HRC65, el desgaste del rollo es ≤ 20 μm , la rugosidad de la superficie es Ra0.8, el paralelismo es ≤ 0,1 mm;
Reductor
100:1 con reductor de 750 W
Estructura del raspador
Raspador de coma de doble cara, galvanizado, diámetro exterior Φ 128 mm,
Control de rotación del ángulo de la cuchilla
Rotación del mango
Rodillo de recubrimiento (rodillo de acero)
La superficie está revestida con cromo duro importado, con un diámetro de 128 mm;
Tensión
Control de tensión constante de bucle cerrado PID totalmente automático, rango de tensión 0 ~ 50 N, precisión de control de tensión ± 1 N
Rollo hacia atrás
160 mm de diámetro, EPDM importado para pan de superficie, pulido fino para superficie de rodillo
Mezcla en canaleta
Movimiento recto del cilindro sin vástago, velocidad regulable.
Placa deflectora
Material Saigang, sellado con poliestireno, equipado con un molde de cuchillo especial.
Ajuste de altura intermitente de la cuchilla
Ajuste del servomotor: configure el tamaño intermitente del raspador y del rodillo de acero en la pantalla táctil, con un tamaño de ajuste mínimo de 0,1 um
Posición de la cabeza independiente
Instalación y funcionamiento antes del secado
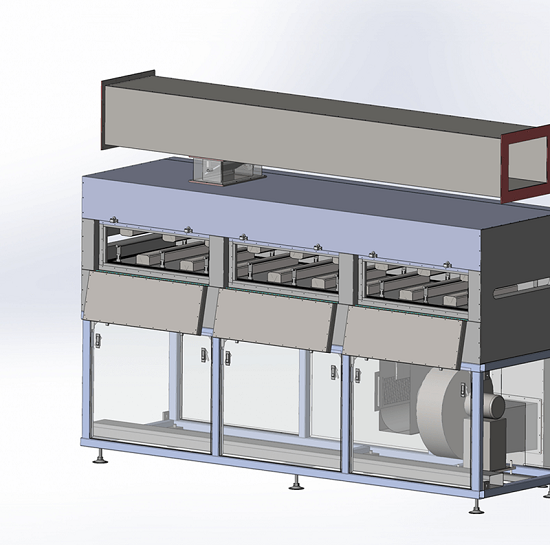
3. Mecanismo de secado (calentamiento por infrarrojos + calentamiento eléctrico del tubo de calentamiento de acero inoxidable)
En la sección de secado, el ventilador es controlado por el convertidor de frecuencia para suministrar aire al horno, el cual se calienta mediante un calentador eléctrico antes de entrar en el horno. Además, está equipado con una función de reciclaje de aire caliente, lo que reduce eficazmente el costo de uso. Dado que el convertidor de frecuencia controla el motor de suministro de aire, la regulación del volumen de aire es conveniente. El ventilador está hecho de acero inoxidable y es duradero.
Estructura del horno
Calentamiento independiente de una sola capa, disposición arriba y abajo, los dos primeros hornos de calentamiento adoptan el modo de calentamiento de bolsa de calentamiento independiente arriba y abajo, los dos segundos hornos de calentamiento adoptan el modo de calentamiento de bolsa de calentamiento común.
Primeros 2 calefactores auxiliares
Se adopta la estructura de calentamiento auxiliar por infrarrojos para evitar el agrietamiento en el proceso de calentamiento y acelerar la velocidad de secado.
Longitud del horno
12 m (3 m/sección, 4 secciones en total)
textura del material
Acero inoxidable, contenedor interno estándar nacional SUS304 (1,0 mm), contenedor externo estándar nacional SUS201 (1,2 mm)
Modo de accionamiento del rodillo guía del horno
Todos los rodillos guía son impulsados principalmente por un servomotor con un diámetro de Φ 60 mm y una superficie revestida con cromo duro; el primer y segundo rodillo guía tienen una distribución de arco ascendente, el tercer y cuarto rodillo guía tienen una distribución de arco descendente con una caída total de 200 mm.
Control de temperatura
Se divide en control de temperatura de funcionamiento normal y control de protección mediante alarma de sobretemperatura. Cuando la temperatura alcanza el límite, se activa una alarma sonora y visual, y se corta el suministro de energía principal de calefacción. Cada sección se controla de forma independiente.
Modo de calefacción
Calefacción por infrarrojos + calefacción eléctrica con tubo de acero inoxidable, estructura de circulación de aire caliente.
Potencia de calentamiento del horno de una sola sección
Diseño Máx. 150 ℃ , diferencia de temperatura en horno de sección única ≤ 5 ℃
Temperatura de la superficie de la caja durante el funcionamiento
≤ 45 ℃
Método de soplado
Soplado de aire superior e inferior, el volumen de aire superior e inferior se controlan respectivamente mediante la válvula, que se puede ajustar con precisión; las cámaras de aire superior e inferior comparten el cuerpo calefactor.
Control del volumen de aire de escape de cada sección
Mediante válvula mecánica, control independiente, ajuste fino.
Estructura de la boquilla
La dirección de soplado es de 30 grados con respecto a la horizontal y la ranura de la boquilla de aire está ranurada con un molde especial.
























 IPv6 network supported
IPv6 network supported


