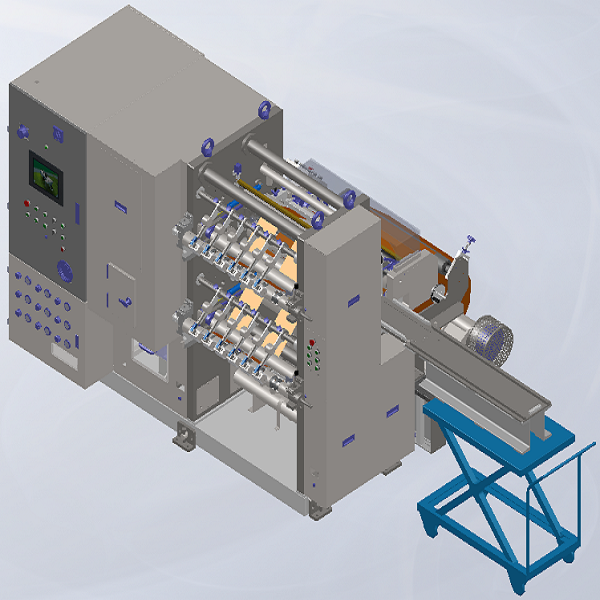
Máquina cortadora automática para baterías de litio de celdas prismáticas
1. Introducción del equipo:
1.1 Introducción al principio y función del equipo:
Funciones principales: La máquina cortadora automática se centra en el diseño y la construcción de baterías de litio. El equipo se utiliza principalmente para el proceso de laminado, y el segmento de polo laminado se divide en varios rollos pequeños según el proceso del cliente.
Composición del mecanismo: Los componentes principales del corte se dividen en mecanismo de desenrollado, mecanismo de corrección de desviación, plataforma de conexión de correa, mecanismo de tracción, mecanismo de corte, mecanismo de cepillado y eliminación de polvo, mecanismo de rodillo de seguimiento, mecanismo de prensado de tabletas, mecanismo de prensado de rodillos y mecanismo de bobinado.
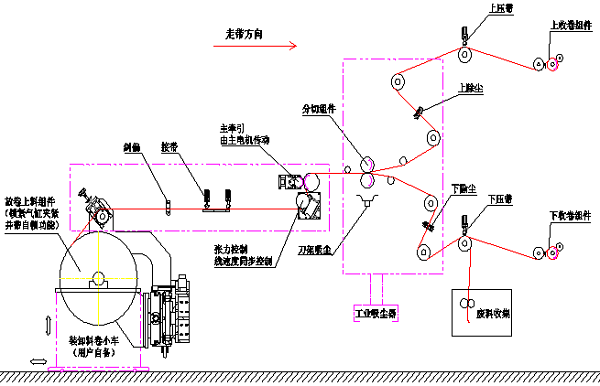
Principio de corte: Se adopta un sistema de desenrollado de tensión constante de bucle cerrado y un sistema de tensión cónica de bobinado activo, con función de corrección automática de la desviación y velocidad de corte ajustable. El rollo completo de piezas polares se divide en varios rollos pequeños según las necesidades del proceso mediante un mecanismo de eliminación de polvo de transmisión.
1.2 Consulte los dibujos adjuntos para conocer el principio del equipo (solo como referencia).
1.3 Introducción a la organización de equipos:
Sistema de tensión de desenrollado:
Este equipo utiliza un desenrollado pasivo, y la tensión se controla principalmente mediante un sistema de control de tensión de bucle cerrado. La pieza polar pasa por el rodillo detector de tensión y, tras el cálculo y la configuración del sistema de control de tensión, el cambio de diámetro de la bobina no afecta el corte, garantizando así la estabilidad de la tensión de salida. El desenrollado corrige las desviaciones. Incluso si el material entrante no está perfectamente enrollado dentro de un rango determinado, se puede cortar con normalidad mediante la corrección automática. El mecanismo de alimentación adopta el método de alimentación de arriba a arriba, que es sencillo y fácil de operar. Gracias al carro de alimentación, se reduce la intensidad de trabajo y se mejora la seguridad de la operación.
Estructura de descanso de herramientas:
Adopta una estructura de soporte de herramientas tipo Xicun, y el diámetro de la herramienta, de 100 mm o 130 mm, se puede personalizar según las necesidades del cliente. La velocidad de las cuchillas superior e inferior es ajustable, y la configuración del espaciador combinado. La cuchilla inferior tiene un diseño de cuchilla plana, y el manguito de la cuchilla superior tiene una estructura de rotación ajustable.
Mecanismo de transmisión:
La transmisión de este equipo utiliza principalmente una correa síncrona y un reductor planetario de rueda de correa síncrona para lograr una velocidad constante de paso del rodillo y del eje guía. El sistema de transmisión utiliza un servomotor Mitsubishi. Los rodillos impulsores y sus componentes deben cumplir estrictamente con los requisitos de equilibrio dinámico de menos de 10 gramos, lo que reduce significativamente la vibración durante el funcionamiento del equipo y el desgaste del mecanismo de transmisión. La superficie del rodillo cuenta con un tratamiento de endurecimiento por espejo y ánodo duro. La dureza debe ser de aproximadamente 25 grados, lo cual evita su deformación, y el descentramiento de la superficie del rodillo debe estar dentro de ±0,02 mm. Incluso si el equipo es demasiado antiguo, se puede garantizar la precisión del mecanismo de transmisión de potencia.
Mecanismo de rodillos:
El mecanismo de prensado de rodillos consiste principalmente en un rodillo metálico con una superficie de cierta dureza, con múltiples grados de libertad conectados por un eje. Su función principal es asegurar que la pieza polar no se arquee durante el proceso de bobinado y aplanar las ondulaciones de la tira durante el corte. El rodillo de presión adopta un diseño integral, lo que mejora su rendimiento en comparación con el diseño dividido.
Mecanismo de rastreo del diámetro del rodillo del electrodo :
El mecanismo del rodillo de seguimiento asegura la uniformidad del bobinado de polos. Un grupo de fibras ópticas de detección de bordes opuestos se utiliza arriba y abajo del mecanismo para detectar el tamaño y la posición del diámetro de la bobina, y controlar con precisión la distancia entre el rodillo de seguimiento y el diámetro de la bobina. La estructura de seguimiento es impulsada por el motor, y el rodillo de seguimiento se mueve suavemente sobre el riel guía a través del reductor y el mecanismo de conexión de cremallera para lograr un efecto de control estable. El diseño principal de este mecanismo tiene dos objetivos. El primero es hacer que el sobrerrodillo antes del bobinado esté lo más cerca posible del eje de bobinado, para reducir la amplitud de oscilación de la bobina de material al entrar en el bobinado, a fin de aumentar la uniformidad del bobinado. El segundo punto es principalmente detectar el tamaño del diámetro del bobinado, para proporcionar una base de cálculo para que la velocidad del motor de bobinado coincida con la velocidad de marcha de la banda.
Mecanismo de cepillado y succión de polvo:
El equipo está compuesto por una aspiradora de turbina industrial profesional de alta potencia de 2,2 kW y un juego de cuchillas para succión de polvo y un mecanismo de succión de polvo con cepillado de la pieza polar superior e inferior, que puede absorber oportunamente el polvo que queda en la pieza polar, mejorar la seguridad de la producción y el uso de la batería, reducir el daño de las partículas de polvo en el taller de producción a la salud de los empleados y mejorar la superioridad del entorno de trabajo.
Mecanismo de cuerda:
Este mecanismo se utiliza principalmente para el bobinado de la tira después del corte. El sistema eléctrico se compone principalmente de un servomotor Mitsubishi, dos grupos de válvulas proporcionales SMC con control neumático de tensión y ejes de deslizamiento de bobinado de alta precisión, que se combinan mediante anillos de conexión de torsión concéntricos. El eje de bobinado se bloquea mediante un mecanismo de barra de presión cilíndrica, lo que refleja mejor la humanización del diseño. El resultado es una operación más estable y cómoda.
2 、 Lista de configuración de las principales partes y componentes del equipo:
SN
Nombre
Marca
Origen
1.
Sistema de control PLC
Mitsubishi
Japón
2.
servo
Mitsubishi
Japón
3.
Pantalla táctil a color de 10 pulgadas
Vista de Wein
Taiwán
4.
Botones y componentes eléctricos de control principal
Schneider / Chint
Francia nacional
5.
Sistema de control de tensión
Dongdeng
Porcelana
6.
Sistema de corrección de desviaciones
Dongdeng
Porcelana
7.
Codificador rotatorio
OMRON
Japón
8.
Interruptores y sensores de proximidad
Daochuan
Porcelana
9.
Componentes neumáticos
AirTAC
Taiwán
10.
válvula proporcional solenoide
SMC
Japón
11.
carril guía lineal
LCT
Porcelana
12.
Cojinete
Banco de recursos humanos
Porcelana
13.
Aspiradora
LDZW-1000
Porcelana
14.
Cuchilla de corte
Kaijin
Porcelana
3. Parámetros técnicos y configuración de fábrica del equipo :
SN
Artículo
Especificación
Observación
1
Sistema adecuado
Proceso de división de tiras para electrodos positivos y negativos de fosfato de hierro y litio, óxido de cobalto y litio, manganato de litio y baterías de sistema ternario.
2
Espesor del sustrato de operación
Lámina de ( Al ) : 10 ~30 um
Lámina de (Cu) : 6 ~30 um
Incluye material de base: 50 ~ 250 μm
3
Ancho del sustrato operativo
≥750 milímetros
4
Precisión del ancho de corte
±0,05 mm
5
Calidad del borde del electrodo de tira
Sin rizos, grietas, ondas, pliegues, caída de polvo, estiramientos, exposición al papel de aluminio, dentados evidentes y otros defectos de calidad.
Excepto materiales entrantes en mal estado
6
Control de rebabas de la pieza polar
Rebaba después del corte longitudinal del polo: rebaba longitudinal
< 6 um (más allá de la dirección de la pieza polar), rebaba transversal < 8 um (dirección de la pieza polar) la detección vertical de la pieza polar es longitudinal y la detección horizontal es transversal.
Dependiendo de la vida útil de la cuchilla
7
Rectitud (desplazamiento serpenteante del borde)
≤±0,3 mm /m
8
Precisión de bobinado
± 0,2 mm
9
Ancho de corte
Ancho de corte: más de 30 mm
Ancho de corte: 18 mm-30 mm ( personalizado )
10
velocidad de carrera
Velocidad de corte ≥45 m/min
( depende del material)
11
Sistema de control de tensión
Control de tensión constante , 0~50 N ,
frenado por partículas magnéticas
12
Método de corrección
Control automático de EPC , recorrido: 80 mm
13
Precisión de corrección de la desviación de desenrollado
±0,2 mm
14
Diámetro del bobinado
Desenrollado ≦Ф 70 0 mm , enrollado ≦Ф 60 0 mm
15
Carga máxima de desenrollado
300 kilogramos
16
Eje de bobinado
Dos ejes de doble deslizamiento, que pueden girar unilateralmente, son convenientes para la recuperación, y la configuración de fábrica es adecuada para un ancho de bobinado de más de 35 mm.
17
Material de la hoja
acero de aleación de tungsteno
18
Diámetro de la cortadora
Diámetro exterior: 100 mm ,
La cuchilla superior se puede afilar hasta un diámetro exterior de servicio de al menos : Φ95 mm
19
Ancho de corte del borde de desperdicio en el área de la banda
≤3 mm ;
Los rodillos de presión dobles presionan por separado y el par de presión es ajustable.
20
Recolección de polvo de postes
Después de cortar la rodaja del poste, se adopta un cepillado con polvo antiestático y una limpieza con aspiradora.
Proporcionar dispositivo de presión negativa
21
Recolección de polvo de la cuchilla
Instalación de cuchillas superiores e inferiores, limpieza con aspiradora y quitando el polvo.
22
Ajuste del ancho de corte
Reemplace diferentes manguitos espaciadores
23
Cantidad de mordida de Slitter
Ajuste la posición de la cuña entre los bancos de corte
24
Número de portaherramientas/juego
1 juego de soporte para herramientas y carro de soporte para herramientas
25
un manual de instrucciones
1 copia con manual de operación e instrucciones de uso
26
Dibujo de partes vulnerables
1 juego
27
Dibujo de partes vulnerables
1 juego
28
Peso del cojinete de deslizamiento rodante
150 kilos
4. Funciones principales del sistema de control :
SN
Artículo
Especificación
Observación
1.
La tensión de desenrollado es ajustable
Rango de tensión ajustable de 1 kg a 50 kg.
2.
La relación de velocidad de transmisión del conjunto de corte es ajustable.
La relación de velocidad de transmisión se puede ajustar según la condición de corte.
3.
Recuento de salida
Tiene la función de contar la salida total y la salida de un solo rollo.
4.
Función de memoria de vida útil de la herramienta
Función de memoria de duración de corte de la herramienta.
Cátodo ≥15 0000 m , Ánodo ≥30 0000 m (depende de la materia prima)
5.
Control de velocidad
Con función de alta y baja velocidad y velocidad ajustable de 1 a 50 m/min.
6.
Función de receta de parámetros
Los parámetros se pueden guardar y llamar según el modelo.
7.
Función de permisos de gestión
Se puede gestionar según el nivel de operación.
8.
Función de parada de emergencia
En caso de emergencia, presione la parada de emergencia para detenerse rápidamente.
9.
Función de apagado automático sin material
Se detendrá automáticamente cuando no haya material en el desenrollador.
10.
Visualización de alarma de falla
Cuando ocurre una falla, aparecen la información de alarma correspondiente y las instrucciones de manejo de fallas.
11.
Función de protección contra subtensión
Cuando la presión de aire del equipo sea insuficiente, el equipo dará una alarma.
12.
Dispositivo de iluminación
En posiciones clave se utilizan dispositivos de iluminación.
13.
Función de monitorización de E/S
Puede monitorear el estado de las señales de entrada y salida.
14.
Control de corrección de desviaciones
La corrección de desviación se puede cambiar de forma automática y manual.
15.
Función de memoria de apagado
Es posible memorizar y guardar datos y parámetros relevantes en caso de corte de corriente.
5. Herramientas de puesta en servicio :
SN
Nombre
Modelo
Cantidad
1
Llave inglesa
5.5-7 8-10 12-14 17-19
1 cada uno
2
llave inglesa ajustable
300 mm
1 pieza
3
llave hexagonal interior
1.5-10
1 juego
4
Llave de gancho
1 pieza
5
alicates para anillos de retención
Comodín
1 pieza
6
destornillador
Recto / cruzado
1 de cada uno
6. Dimensiones externas y calidad del equipo:
Tamaño: 2450 × 2150 × 1850 (L × An × Al ) Peso: 3T
7. Requisitos del entorno de instalación y de las instalaciones de apoyo
1) Temperatura ambiente: =25 ℃ ± 5;
2) Humedad relativa: 45 ≤ HR;
3) Asegúrese de que el aire en el lugar esté seco y libre de obstrucciones;
4) Fuente de alimentación: 380 V, sistema trifásico de cinco cables 50 Hz, rango de fluctuación de voltaje: +8% - 8%;
La potencia total de la fuente de alimentación no es inferior a 15 KW ;
5) Aire comprimido: después del secado, filtrado y estabilización: la presión de salida es superior a 5,0 kg/cm2


















 IPv6 network supported
IPv6 network supported


