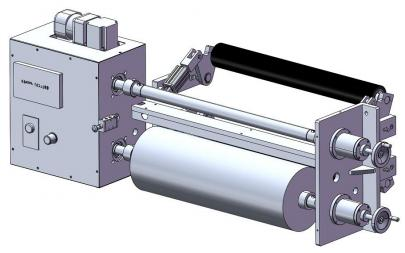
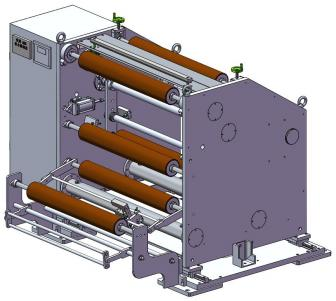
Calandra de alta precisión de 800 x 750 mm para la línea de producción de baterías de iones de sodio
1 、 Lista de especificaciones del equipo
No .
Nombre del equipo
Modelo de equipo
Observaciones
1
Prensa laminadora de baterías de litio de alta precisión
TMAX -YK-800*750-L
El ancho de laminación efectivo es de 200~680 mm.
1.1 Composición y función del equipo
Configuración principal del equipo
No.
Nombre
Lugar de origen
1.
Interruptor de aire
Schneider (Francia)
2.
SOCIEDAD ANÓNIMA
Siemens (Alemania)
3.
Pantalla táctil
Smet (Taiwán)
4
Modular
Siemens (Alemania)
5.
Relevo intermedio
Schneider (Francia)
6.
Servomotor de accionamiento
Siemens (Alemania)
7
Reductor
Comercio internacional (China)
8.
Puerta conmemorativa
Shaogang (China)
9.
Cojinete
Wafangdiano (China)
10.
Acoplamiento
Zhengtong (China)
11
Cilindro de ariete hidráulico
Siemark (Alemania)
12.
Tensión completamente automática
Control de lazo cerrado PID (de fabricación propia)
13.
Rodamiento rígido de bolas (cabezal de máquina)
NSK (Japón)
14.
Convertidor de frecuencia
Rexroth (China)
15.
Rectificar la desviación
Dongdeng (Cantón)
2. Introducción al principio del equipo.
La tracción del electrodo se compacta al espesor predeterminado o la densidad de compactación predeterminada mediante la doble acción de presión y el pellizco del rodillo de presión, de modo que la batería de litio producida por la pieza polar enrollada puede lograr la densidad de energía de volumen diseñada/predeterminada y el rendimiento de la batería.
No.
Proyecto
Describir
Nota
1
Sistema adecuado
Proceso de laminación continua para placas positivas y negativas de fosfato de hierro y litio, óxido de cobalto y litio, manganato de litio, níquel-cobalto-manganeso de litio y otros sistemas de baterías.
2
Sustrato enrollado
Papel de aluminio (10 um-1,5 mm), papel de cobre (6 um-1,5 mm),
3
Modo rodante
Ancho: 200 mm-750 mm.
Posición de accionamiento del motor
4
presión de trabajo
Los dos rodillos se mueven hacia arriba y hacia abajo horizontalmente, y el accionamiento está ubicado en el lado derecho del extremo de alimentación.
5
Velocidad del equipo
Provisto de una estación de bombeo de presión constante, es adecuado para laminación de alta presión positiva y ajuste de baja presión negativa.
6
modo de control
Ajuste continuo y la velocidad lineal de los rodillos superior e inferior es igual.
3 、 Secuencia de acción del equipo
Proceso tecnológico de laminación de contrarrodillos (laminación de polos)
4. Composición y funcionalidad del equipo
Configuración de componentes del equipo
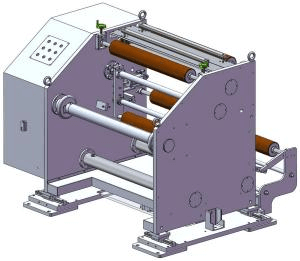
4.1 Sistema de desenrollado (como se muestra en la Figura 1)
Figura 1
No.
Proyecto
Describir
Nota
1
Pieza de descarga
Eje inflable desenrollable de φ 76 mm x 750 mm, equipado con pistola de aire
2
Plataforma de recepción
Elevación neumática de la plataforma receptora frontal de placas de acero y de la placa de prensado
3
control de tensión
El cilindro de baja fricción, tipo rodillo oscilante, controla la tensión y el sensor detecta y muestra la tensión.
4
Sistema de corrección de desviaciones
Corrección de desviación fotoeléctrica y riel guía lineal (el rango de movimiento máximo es de 100 mm)
5
Ejecución de la rectificación
Actuador de corrección de desviación Dongdeng
6
Sistema de subcontrol
El extremo de descarga y recepción está equipado con un sistema de subcontrol de equipo y botones de parada de emergencia (freno dinámico), pausa y otros.
7
Eliminación de hierro antes del laminado
Dispositivo de extracción de hierro de la pieza polar electromagnética, fuerza magnética de la varilla magnética 10000 ~ 12000 Gauss
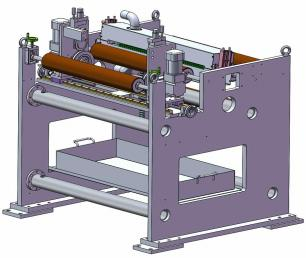
4.2 Sistema de recorte antes del laminado del poste (como se muestra en la Figura 2)
Figura 2
No.
Artículo
Describir
Observaciones
1
Requisitos de alimentación de cuchillos
Cuchilla de corte neumática (HRC ≥ 58).
2
Requisitos de corte
Cuchilla de fondo ¢ 150*50.
3
Velocidad de recorte
Puede adaptarse automáticamente a la velocidad de la línea de laminación (es decir, sincronización, tiempo de respuesta ≤ 10 ms) y
4
Reciclaje de chatarra
Se puede ajustar por separado; No hay caída de material ni rotura de correa en el borde de corte.
5
Ancho de recorte
Recogida automática, equipada con caja receptora.
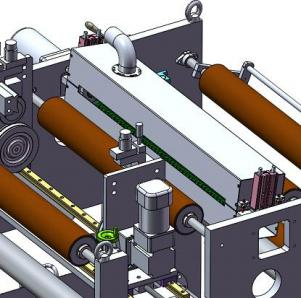
4.3 Sistema de eliminación de polvo antes del prensado del poste (como se muestra en la Figura 3)
Figura 3
No.
Artículo
Describir
Observaciones
1
Succión al vacío
Reserva la interfaz de aspiradora industrial.
2
Limpieza de pinceles
La caja superior con elevación neumática está en contacto con el cepillo giratorio. El polvo de la cinta transportadora es limpiado por el cepillo y aspirado por la aspiradora.
3
Eliminación de hierro antes del laminado
Dispositivo electromagnético de extracción de hierro antes del laminado de polos, con una fuerza magnética de 10 000 a 12 000 Gauss. La varilla magnética se coloca en un tubo de acero inoxidable y es fácil de cargar y descargar, eliminando fácilmente el hierro adsorbido.
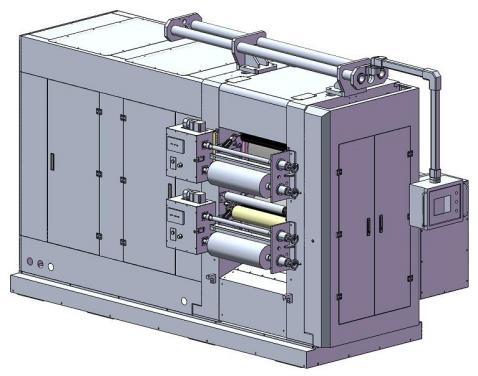
4. 4 .1Laminador de piezas polares de batería de alta precisión y presión constante (como se muestra en la Figura 4)
Figura 4
No.
Proyecto
Descripción
Nota
1
Instalación de rollos
Los dos rodillos están dispuestos horizontalmente arriba y abajo, con un arco integrado.
2
sistema dinámico
Estructura de doble salida y par motor dual.
3
Ejes de rodillos
Dispositivo de ajuste de holgura de cojinetes, con dispositivo de lubricación con aceite.
4
Rodillo de pieza polar
Acero forjado de alta aleación, temple por inducción de doble frecuencia media, proceso de refusión por electroescoria.
9Cr3mo
5
Velocidad de carrera
0~30 m/min, configuración digital, cambio de velocidad continuo, sistema CNC de control de velocidad de frecuencia variable.
6
presión de trabajo
Para la presurización se utilizan dos estaciones hidráulicas.
Regulación de voltaje en línea
7
Ajuste del espacio entre rodillos
Configuración digital de 0-2 mm, ajuste automático de espacio.
La unidad mínima de ajuste es 0,001 mm.
8
Limpieza de rodillos
Limpieza automática de rodillos
9
Protección de seguridad
Se incorpora un protector de mano de alimentación de acero inoxidable. Equipado con parada de emergencia y pausa.
4.4.2 Dispositivo automático de limpieza de rodillos (solo polo negativo, como se muestra en la Figura 5)
Figura 5
Descripción de la función: la tela no tejida se limpia en el rollo moviéndolo y los rodillos superior e inferior se limpian al mismo tiempo; La velocidad de limpieza del rodillo se puede ajustar; La presión de la tela no tejida sobre el rollo es ajustable.
4. 5 Sistema de bobinado de bucle cerrado de tensión constante (como se muestra en la Figura 6)
Figura 6
No.
Proyecto
Describir
Nota
1
Parte receptora
Eje inflable de φ 76 mm x 750 mm, diseño de válvula de bloqueo, equipado con pistola de aire
2
Plataforma de recepción
Elevación neumática de la plataforma receptora frontal de placas de acero y de la placa de prensado
3
control de tensión
El cilindro de baja fricción, tipo rodillo oscilante, controla la tensión y el sensor detecta y muestra la tensión.
4
Sistema de corrección de desviaciones
Corrección de desviación fotoeléctrica y riel guía lineal (el rango de movimiento máximo es de 100 mm)
5
Motor de corrección de desviación
Actuador de corrección de desviación Dongdeng
6
Potencia del bobinado
Motor de bobinado (2,2 kW)
7
Eliminación de hierro después del laminado
Dispositivo de extracción de hierro de la pieza polar electromagnética, fuerza magnética de la varilla magnética 10000 ~ 12000 Gauss
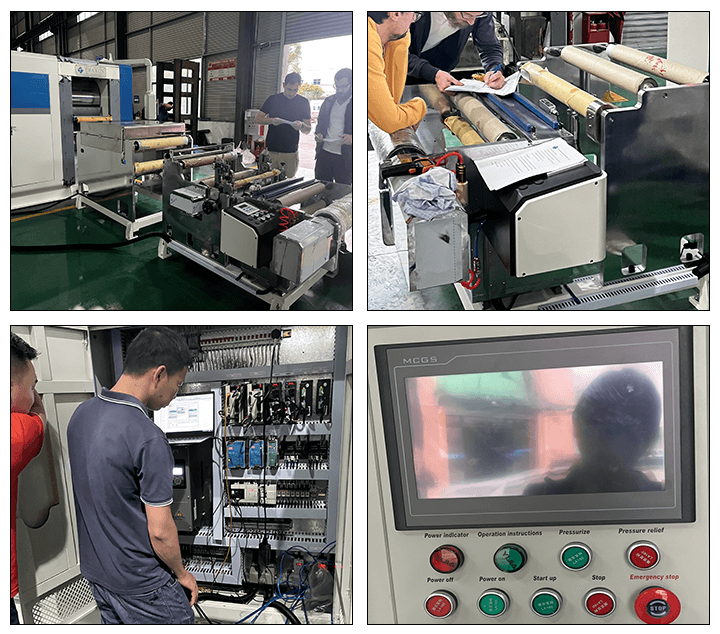
4.6 Sistema de control de pantalla táctil PLC
No.
Proyecto
Describir
Nota
1
composición del sistema
Control de tensión de desbobinado, corrección de desviación fotoeléctrica de desbobinado y control de motor de corrección de desviación, control de motor de cortador, control de accionamiento principal del laminador, control de estación hidráulica de presión constante, control de motor de bobinado, control de tensión de bobinado, corrección de desviación fotoeléctrica de bobinado y control de motor de corrección de desviación
2
Disposición de la operación
Control de frenado, parada de emergencia y suspensión.
3
función principal
Está equipado con un subcontrol de operación de retracción y liberación y una consola de operación principal, y todas las partes de operación están equipadas con emergencias.
4
Funciones auxiliares
Botones de parada y pausa (frenado dinámico).
5
salvaguardia
Puede configurar digitalmente la velocidad de operación, la presión, el espacio entre los rodillos y otras instrucciones.
6
Función de conteo
Operación CNC completa de.
4.7 Requisitos de instalación del equipo
4.7.1 Fuente de alimentación: 3Ph 380V, 50Hz, rango de fluctuación de voltaje: +8%~–8%; La potencia total de la fuente de alimentación es de 60 K W más un factor de seguridad del 10%.
4.7.2 Aire comprimido: después del secado, filtrado y estabilización: la presión de salida es mayor a 0,6 ~ 0,8 MPa; La tráquea es Φ 8 。
4.7.3 Temperatura ambiente: ≤ 28 ℃.
4.7.4 Humedad relativa: HR ≤ 85%.
4.7.5 garantizar que el aire en el sitio esté seco y libre de obstrucciones y de corrosión ácido-base.
4.7.6 Cimentación de la instalación del motor principal: el espesor del cemento de cimentación en la zona de apoyo principal no debe ser inferior a 40 cm, y en otras áreas no debe ser inferior a 10 cm; La parte principal del equipo (laminador de polos de batería) debe instalarse sobre una base de hormigón con una capacidad de apoyo sobre el suelo de no menos de 10 T /m2.
5. Parámetros técnicos
5.1 Parámetros principales del proceso
No.
Proyecto
Describir
Nota
1
Dimensión efectiva de la superficie laminada
Ф800mmx750mm, ancho de laminación efectivo 200~680mm
2
Presión de línea entre dos rodillos
Máx. 4000 kN
3
Capa de dureza que no se desintegra
Mínimo 19 mm
4
Dureza del rodillo
HRC ≥ 67, uniformidad de dureza ≤ HS ± 2
Mostrar el informe de prueba
5
Rugosidad de la superficie del rodillo
Ra≤0,2
Mostrar el informe de prueba
6
Rectitud del rollo
≤±0,0015 mm
7
Descentramiento radial instalado
≤±0,0025 mm
8
Rango ajustable de separación entre rodillos
0-2,0 mm, precisión de ajuste digital de 0,001 mm . La separación entre los rodillos es constante.
9
Precisión de rodadura
≤±0,0015 mm ( Precisión de recubrimiento ≤±0,003 mm)
1 0
Precisión del control de presión
≤0,15T
1 1
Velocidad de funcionamiento del equipo
Máx. 30 m/min
1 2
Ancho de recorte
200 mm-680 mm
1 3
Diámetro máximo de bobinado y desenrollado
500 mm
1 4
Ancho máximo de recogida y recogida
680 mm
1 5
Peso máximo de recogida y recogida
500 kilogramos
1 6
Diámetro del cilindro de la bobina
Φ76 mm
17
Error de descentramiento radial del eje de bobinado durante el funcionamiento del equipo
≤±0,03
18
Superficie del rodillo del eje de bobinado y desenrollado
≤0,15
19
Rugosidad Ra
≤±0,03
20
Coaxialidad del eje del bobinado
Máx. 0,2 mm
21
Precisión de corrección de desviación
0 ~ 50 N ajustable
22
Tensión máxima de bobinado y desenrollado
A excepción del acero inoxidable, el tratamiento de superficies y las piezas recubiertas, la superficie de otras partes del fuselaje está recubierta con pintura blanca de computadora internacional.
23
Color del dispositivo
(se puede pulverizar según la carta de colores proporcionada por el cliente)
24
Dimensión del contorno
Aproximadamente 3,9 m × 1,8 m × 1,8 m × 2,9 m (largo × ancho × alto)
25
Esquema de la línea de producción de la máquina prensadora de laminación
Unas 28 toneladas
26
Peso total de la máquina
Unas 30 toneladas
27
Alimentación principal
Aproximadamente 44 KW
6. Datos adjuntos y accesorios
6.1 una copia del manual de operación del equipo, manual de mantenimiento y datos relevantes, incluyendo planos del equipo, diagramas de circuitos y eléctricos de las máquinas y partes principales y accesorios.
6.2 una lista de partes vulnerables (indicando el modelo, material, proveedor y otra información de las partes vulnerables, incluido el diagrama de las partes vulnerables).
No.
Proyecto
Describir
Nota
1
Composición de piezas de repuesto
1 juego de herramientas especiales de mantenimiento
2
Partes vulnerables
1 juego de sellos para tuberías hidráulicas, 1 cortador superior y 1 inferior, 2 raspadores





















 IPv6 network supported
IPv6 network supported


