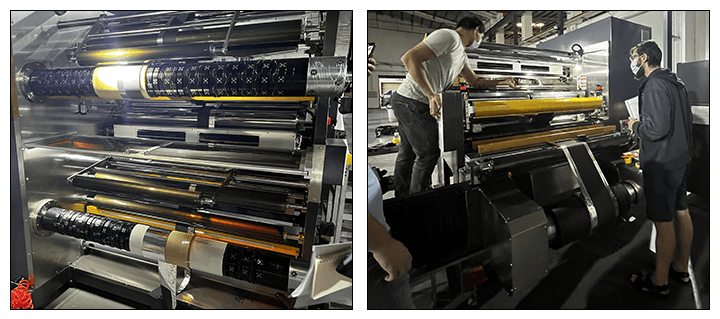
Máquina cortadora automática de rollo a rollo para la línea de producción de baterías de litio
1. Introducción
■ Función
Para realizar el corte continuo de la bobina de la lámina polar de la batería en la bobina requerida según el tamaño y la calidad de la especificación del proceso.
■ Principio:
El desenrollado de la pieza polar está controlado por un control automático de tensión de circuito cerrado, el servomotor impulsa la fresa para cortar, después del corte, la tensión de bobinado en tiempo real es detectada por los rodillos guía de detección de tensión superior e inferior, y la velocidad de bobinado es controlada por un motor de conversión de frecuencia, el diámetro de bobinado se detecta automáticamente y se controla la tensión de bobinado.
■ Composición de los componentes principales
◆ Mecanismo de desenrollado
El diámetro exterior del carrete de desenrollado es de 3 pulgadas, el desenrollado adopta el tipo de expansión de aire, la carga de desenrollado es de máximo 500 kg, la plataforma de conexión de la correa, control automático de detección de tensión y corrección de desviación.
① Detección y control automático de tensión
Al conectar un freno de polvo magnético al extremo del eje de expansión de aire de desenrollado, se puede lograr la tensión de desenrollado proporcionando al eje de desenrollado una resistencia controlable opuesta a la dirección de tracción.
② Mecanismo rectificador
Se utiliza una sonda de inducción simple para determinar el lado y corregir la desviación, y se ha seleccionado un sistema de corrección de alta precisión. La precisión de corrección es de ±0,1 mm y el recorrido de corrección de la desviación es ≥120 mm. El mecanismo de ajuste de posición del sensor se ajusta mediante tornillo y está equipado con una escala digital y un mecanismo de bloqueo de manija.
◆ Mecanismo de tracción activa de pieza polar
La posición del cabezal de accionamiento principal y del rodillo de presión se ajusta mediante rosca (para garantizar que ambos lados se ajusten independientemente), eliminando así las arrugas del diafragma. Se ha añadido una barra de seguridad al rodillo de accionamiento principal para seguir el movimiento de elevación del rodillo de presión.
◆ Mecanismo de corte activo de electrodos
Al sustituir el espaciador por la matriz de corte, se pueden cortar piezas polares de diferentes anchos. Portaherramientas de soporte (2 pares/juego).
NO. | Proyecto | Parámetros técnicos |
1 | Modo de corte | Se utiliza para cortar las placas de cátodo y ánodo. Adopta el método de corte recto con cizalla de rodillos colgantes sin separación. La herramienta se instala y reemplaza completamente. El ancho mínimo de corte del juego de cuchillas es de 32 mm. El eje de corte inferior está controlado por servomotor, y los ejes de corte superior e inferior están sincronizados. |
2 | Varilla de ajuste de herramientas | Los ángulos de alimentación y descarga de la cuchilla cortadora son fáciles de ajustar, y las posiciones de corte y descarga son muy visibles y tienen ángulos de observación. |
3 | Configuración de la torreta | Una máquina está equipada con dos juegos de portaherramientas (uno para uso y otro para reserva) (solo incluye portaherramientas) |
4 | Configuración del espaciador | Una máquina está equipada con 2 juegos de espaciadores (ancho de corte a determinar) |
5 | Cuchilla | Equipada con una cuchilla de disco nacional de alta precisión, fabricada con carburo cementado importado, con un diámetro exterior de 130 mm. La cuchilla superior tiene un grosor de 1 mm y un filo de 30 grados; la cuchilla inferior tiene un grosor de 3 mm y un filo de 90 grados. |
6 | Carro de manipulación de conjuntos de carros | 2 juegos / máquina. |
◆ Mecanismo de eliminación de polvo
La superficie del electrodo se limpia con un cepillo.
NO. | Proyecto | Parámetros técnicos |
1 | Método de eliminación de polvo de la pieza polar | Tras el corte, se utilizan cuatro cepillos giratorios independientes para la eliminación de polvo en ambos lados del material. La velocidad de cada cepillo se controla por separado, alcanzando una velocidad de 115 r/min. Además, el cepillo giratorio está equipado con un dispositivo de aspiración para absorber el polvo (la fuente de aspiración es proporcionada por la fábrica del cliente). Este dispositivo de aspiración se abre y cierra fácilmente, lo que facilita el enhebrado. |
2 | Método de recolección de polvo | Limpieza con aspiradora |
3 | Requisitos de eliminación de polvo | Después de desempolvar, la superficie de la placa del electrodo no tiene más de 25 μM de cuerpo extraño. |
4 | ruido de aspiradora | ≤72 dB |
◆ Mecanismo de bobinado
El diámetro interior del tambor de bobinado es de 7,6 cm. Se requiere una estructura de soporte de doble extremo. El voladizo de soporte del lado de corte está diseñado según el principio de un mecanismo de cuatro puntos. Se añade una placa de soporte desmontable entre las capas superior e inferior del bobinador para fijar el papel de polvo. El mecanismo de bobinado y prensado está compuesto por un rodillo cromado. La ranura triangular de traslación cuenta con un tratamiento no metálico para evitar el desgaste del metal. El bobinado se realiza mediante un eje deslizante de alta calidad.
◆ Eliminación de residuos de bordes
El rodillo de presión es accionado por un motor para extraer el material de desecho. El dispositivo independiente del rodillo de presión puede sujetar el material de desecho del borde después del corte. La tensión del material de desecho del borde se puede ajustar manualmente. El ancho del material de desecho es de 3-5 mm (posición de recubrimiento).
3. Parámetros técnicos
■ Tasa de calificación de productos de equipo: ≥ 99,8% (rechazo de materiales defectuosos) .
■ Velocidad de diseño del equipo: Velocidad de diseño mecánico máxima 60 m/min; Rango de velocidad de operación: 5-50 m/min, velocidad de aceptación del equipo: ≥ 45 m/min.
■ Tasa de fallas del equipo: ≤ 1% (excluyendo materiales entrantes defectuosos, suministro de energía, suministro de gas y otros factores).
■ Equipo eléctrico: Tensión AC380V ± 10%, trifásica, 50 Hz, corriente 40 A.
■ Aire comprimido: Presión 0,6 MPa, caudal 0,2 m3/min, diámetro exterior del tubo de interfaz 12 mm.
■ Fuente de vacío: Presión - 20 KPa, caudal 6-12 m3 / min, diámetro de la tubería de interfaz dn70mm.
■ Precisión en la fabricación y montaje de equipos:
El descentramiento del conjunto del módulo de herramientas es ≤ 10 μm. Se puede cortar un electrodo de diferente ancho cambiando el casquillo espaciador con la matriz de la herramienta .
◆ Requisitos de precisión de fabricación y montaje de rodillos guía:
① La rugosidad superficial Ra del rodillo guía es de 0,4; la cilindricidad del rodillo guía es ≤ 0,03 mm y el descentramiento total del rodillo guía después de la instalación es ≤ 0,05 mm;
② Paralelismo del rodillo guía: medido con una herramienta de medición especial, desviación ≤ 0,05 mm;
③ Desviación de la línea central del rodillo guía: la desviación medida con una cinta es ≤ 1,0 mm;
④ Nivelación del punto de referencia del equipo y del rodillo guía después de la instalación: ≤ 0,05 mm/1,0 m;
■ Requisitos generales
◆ Hay interruptores de arranque, parada y parada de emergencia en la placa vertical del soporte de herramientas, que se utilizan para la inspección del tamaño de la pieza polar, la inspección de la apariencia y la resolución de problemas.
◆ Se agregan luces LED a la posición del rollo de recogida.
◆ Las piezas de referencia están diseñadas con pasadores y orificios de ubicación, y la línea de referencia de instalación del sitio está marcada.
La disposición de las tuberías y conductos de gas deberá estar centralizada y oculta en la medida de lo posible. Las partes expuestas serán horizontales y verticales, y la puntuación total estará ordenada. Se utilizarán carcasas y canales negros para la cobertura. La posición de la válvula solenoide deberá estar centralizada y oculta.
◆ La apariencia del equipo deberá cumplir con los requisitos de la especificación de apariencia del equipo del comprador y deberá pintarse con gris computadora.
◆ El equipo tiene base ajustable.
■ Tensión de bobinado máxima 100n, ajuste cuantitativo digital, precisión de ajuste: 2N, valor de ajuste de tensión y desviación del valor real ≤ 5%; La tensión mínima se puede configurar: 5N;
■ Entorno operativo del equipo: interior 10-35 / humedad 30-70%, sin condensación, sin gases combustibles ni corrosivos.
■ Tiene la función de almacenamiento de parámetros de proceso, la función de conteo de metros de bobinado, medidor total, la función de conteo de metros de vida útil del grupo de cuchillas y la función de alerta temprana; Con función de estadísticas de lotes de producción, tiempo de producción y espera, función de estadísticas de tiempo de falla; Con ayuda de fallas y función de consulta.
■ Requisitos de la interfaz de comunicación: el controlador del equipo, el PLC emite toda la información a través de RS232.
Especificaciones y ámbito de aplicación de los materiales entrantes
■ Tamaño y especificación de los materiales entrantes
Lámina de cobre, lámina de aluminio o revestimiento continuo o intermitente de materiales de batería sobre ellos, la pieza del electrodo entrante y el área del borde no tienen arrugas obvias, abultamientos y otros fenómenos.
Proyecto | Unidad | Presupuesto |
Tipo | / | Ánodo / átodo C |
Espesor | mm | ≦0,2 |
Ancho | mm | ≦650 |
Desviación de ancho | mm | ≦±0,3 |
Diámetro interior del tambor | mm | 76.2 |
Peso de la bobina | kilogramo | ≦500 |
Diámetro del rollo | mm | ≦600 |




















 IPv6 network supported
IPv6 network supported


